Gentleman Farmer, Engineer and Extreme Innovator / Brainstormer
Author: Montie Roland
Montie Roland, NPDP is President of Montie Gear, a manufacturer of outdoor sporting equipment in Sanford, NC. Montie is also employed at Pentair in Sanford, NC as a Mechanical Engineer on the New Product Development team.
Montie enjoys finding innovative solutions to customer requirements. He has 15 years of experience engineering products in diverse market spaces including industrial, commercial and military. Montie earned a BS in Mechanical Engineering from North Carolina State University. He is also the President Emeritus of the Carolinas chapter of the Product Design Management Association (www.pdma.org/carolinas) and a founder of the RTP Product Development Guild (www.rtpproductguild.com).
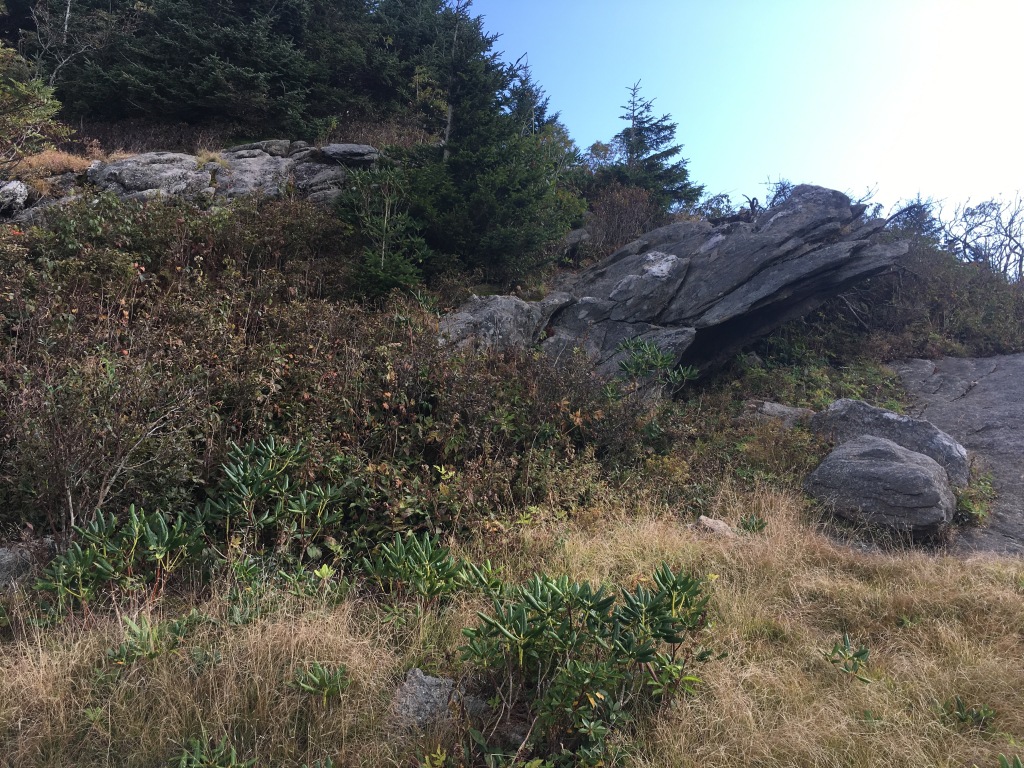
One of the a whole bunch of amazing views from the trail
Hiking the Black Mountain Crest Trail was awesome. We made it from Bowlens Creek to the summit of Mount Mitchell in a little under 10 hours. Make no doubt, this is a tough hike but the views and the terrain are amazing to see. The hike began at Bowlens Creek. The first 3 hours were 95% climbing. You’ll gain about 3500 feet and come out of the woods on the crest of the ridge at Celo Knob. Celo Knob is where the really beautiful part of the hike begins. At this point you can see the peaks that you will cross over before connecting with the Deep Gap Trail and coming out at the parking lot at the top of Mount Mitchell. During the day you’ll gain almost a vertical mile! This is one of my favorite trails.
Always come prepared, the weather on Mount Mitchell is very unpredictable. Previous time we hiked Mount Mitchell, we faced 40 degrees and rain and high winds on the top after hiking up a warm sunny trail.
Written for beginner to semi-seasoned outdoor-enthusiasts, this book delves into how to select gear, effective ways to set up your campsite, safe drinking water, shower options, and more. The word “camping” inspires smiles in many people. Learn how to escape your daily life and create memorable family experiences in the woods.
ISBN # 978-1733596947
More about the book
The word “camping” inspires smiles in many people. My goal is to show you how to create memorable family experiences in the woods. First off, I’d like to thank you for buying this book. If you’re about to embark on your first camping trip then forge ahead and let me share what I’ve learned over the years. On the other hand, if you’ve camped a few times and are looking for tips on how to be more efficient and accomplished in your future trips, then read on. I always say knowledge weighs nothing. My hope is that you’ll find yourself better informed after reading this book.
This book ships for free to the Continental US only. About the author:
Allow me to share a little about myself. As a graduate of North Carolina State University, my day job is mechanical engineering specializing in new product development. I was raised in Asheville, NC, where I earned my Eagle Scout award. Growing up, our home was located only a few miles from the Blue Ridge Parkway, so I had many blessed opportunities to spend time outside. My childhood was an exceptional gateway to outdoor adventure for an inquisitive kid with tons of time and a vivid imagination.
As an avid outdoor enthusiast, I’d say my happy place is being in the woods. Over the years, I’ve had the opportunity to camp in North Carolina, Virginia, and New Mexico. The trip to New Mexico was a ninety mile backpacking trip to Philmont, the famous Boy Scout reservation. These rich experiences have molded me into the man I am today.
My wife and I own land in the mountains near Hot Springs, NC, where we hope to build a cabin sometime over the next couple of years. Until then, Connie and I enjoy tent camping there several times a year.
During the final edit of this book, we camped near Blowing Rock, NC, and hiked the Profile Trail up Grandfather Mountain. What a glorious hike and memorable weekend enjoying tent camping just off the Blue Ridge Parkway.
I have found that camping is a great way to enjoy nature while keeping your trips inexpensive. When you camp, you save money so you can spread your funds over more excursions and spend more time outdoors—which is a win-win for everybody involved! Just like everyone else who works nine-to-five, I struggle with my work life balance. Throw in family and responsibilities at home, you quickly realize you must carve out time to do what you enjoy.
This book covers a lot of skills and topics that apply to camping in your area and at different stages of life. Camping is a great experience for your family. Hopefully Family Camping (Montie’s Guide to Camping, Book One) helps you escape your daily life and enjoy the outdoors!Sign up for Montie Gear, Inc. newsEmailSubscribe
The best reviews are candid and list what you like about the book and what you don’t. Comments that just say it is wonderful are good, but comments that explain why you like the book are the most valuable to other potential readers.
Right now there are 6 people who posted reviews and 12 prizes!
Reviews due by 15 March to qualify for the contest.
The free book was downloaded hundreds of times. If you read the book and didn’t like it, please send an email to montie@montie.com. Feedback is really helpful because it helps me to know if I should continue with the series. Approximately 500 hundred free copies were downloaded. If you like the book then please leave a review on Amazon. It really helps.
How to Leave a Helpful Review on Amazon
Contest
Once you create your review and it is posted on Amazon, please email me at montie@montie.com. To be eligible for the contest you must post your review and send me an email with a screen shot or your reviewer name and date of review. I’ll collect those and add them to the drawing. The drawing occurs on Saturday March 16th.
The prizes for the drawing are:
1st Prize – Montie Gear DIY Slingshot kit – Get the kit for your own slingshot. These slingshots are highly rated around the world.
Check out Joerg Sprave’s review on the slingshot channel at:
or check out the slingshot on the Montie Gear website:
2nd Prize – Montie Gear X-Rest – Great for supporting your rifle or long camera lens.
3rd Prize – Paperback copy of “Family Camping”. I have 10 of these to give away.
Important Dates
March 15, 2019 – make sure your review is complete and send me an email with your name as it shows up on the review and the date of the review. Please include a screen shot of the review if possible. My email is montie@montie.com
My new book on your first family camping trip is available on Amazon Kindle. This book has been a 2 year journey to complete but now it is ready to review. I need your help to provide potential readers on Amazon with candid reviews. The ebook is available on Kindle or as a paperback.
Honest feedback is great and I really appreciate it.
How to get the book for free
You can download the book for free from Amazon Kindle from Friday, February 22nd through Sunday, February 24th. You can also email me at montie@montie.com.
How to Leave a Helpful Review on Amazon
The best reviews are candid and list what you like about the book and what you don’t. Comments that just say it is wonderful are good, but comments that explain why you like the book are the most valuable to other potential readers.
Contest
Once you create your review and it is posted on Amazon, please email me at montie@montie.com. To be eligible for the contest you must post your review and send me an email with a screen shot or your reviewer name and date of review. I’ll collect those and add them to the drawing. The drawing occurs on Saturday March 16th.
The prizes for the drawing are:
1st Prize – Montie Gear DIY Slingshot kit – Get the kit for your own slingshot. These slingshots are highly rated around the world.
Check out Joerg Sprave’s review on the slingshot channel at:
So, when we got the opportunity to pick up the quiet quiver product, it seemed pretty cool. And I spent a little bit of time with it on top of the mountain a while back, but haven’t spent the day hunting with it. So, I’m going to do that. So that was today. So, I took the quiver off my bow. And I will say that when you remove the hard quiver off your bow do it at home, because if you forget to do it at home and it’s oh-dark-thirty and you’re standing in the dark by the truck, when you unscrew that quiver and don’t realize you unscrewed the catch nut on the backside and that falls down, and it’s black and its dark (and its early) probably best to take that quiver off at home, the hard quiver. It took me a little while to find that nut. Found it though, so life’s good.
So, we’ve got the quiet quiver and the quiet quiver is kind of like a single strap backpack, but it’s just big enough to hold your arrows and a couple of real small pockets. One of the pockets was intended as a bowstring pocket for longbow shooters. What that allows you to do is to get the arrows off your bow and cuts down your visual signature as well. So, when you’re in a tree stand and you’ve got six fletchings or three fletchings (or however many you have in your quiver) and you move your bow, you’re taking those brightly colored fletchings and you’re waving them in front of the deer. A quiet quiver hides those fletchings inside the quiver, so you’re not adding that visual signature to your repertoire. Instead you’ve got a fairly quiet way to hold that.
So, here’s some things I learned with actually taking this out in the field. One is that, of course, it’s one more thing to manage on your back. So, if you’re carrying a hunting pack that has calls in it, my line to pull my bow up a tree, snacks, what have you – then it’s something you’ve got to figure out how you manage both of them. Because if you just throw this over one shoulder, then I don’t like that because its constantly moving around. If you put it over shoulders, then you’ve got a strap that’s going underneath your pack or over your pack, so how are you going to kind of rig that. And the other option is that you can use the strap . . . unsnap the strap and connect it to straps on some hunting packs that are meant to hold equipment. That’s an option depending on what type of hunting pack you use, or maybe you sew something on or Velcro or zip tie something on that allows you to snap your quiver into your pack. And that’s really nice. I haven’t done that yet. But it seems like that would be pretty easy to do, just looking at everything.
Once you get the quick quiver situated on your back, to where you’re comfortable with how you’ve kind of rigged everything up – which strap goes where and so forth – then it’s light enough weight that you really don’t notice the weight. The arrows are light, the quiver’s light. It’s just not a big weight penalty. Some nice things are that once you get up in your tree stand, you can unsnap the quiet quiver and snap that to a carabiner off your tree belt or off your tree stand or what have you. And then its right there at the right height if you need. So, you can quietly drop your (in my case, left) hand down, push the arrow up slightly off the foam that’s capturing the broadhead lightly, and then push it up and then slide it down. And then you’re ready to nock the arrow.
We have product called a Hunter’s Friend that’s a Montie Gear product, that works great for bow hunting; it works good for rifle hunting. It works awesome for bow hunting, though. And what it allows you to do is to strap this to the tree and it basically sticks an arm out from the tree; an aluminum, ultra-lightweight arm. And that arm supports your bow. It also supports my binoculars. And the other this is the strap for quiet quiver. So now I’ve kind of got everything I need right there, at arm’s reach, but I’m not having to hold onto that bow for four hours. Which, I get tired of doing that after a while. And so, the quiet quiver works really well with the Montie Gear Hunter’s Friend. And the other place it works really well, too, is that after I came out of the tree stand, I decided to do a tour of the property and just see what I flushed. And so, I had the quiet quiver strap over my shoulder, kind of messenger bag style, cross style, and that works fairly well once you get the length of the strap adjusted right. So that way I can move easily. It’s really not in the way of shooting my bow. And so, overall, that worked pretty good. The downside’s I see are that its one more piece of stuff to manage, moving in and out. It manages easily on the tree stand. I was really happy about how its not a pain when you’re in the tree stand to manage. Now, of course, that’s going to vary, too, depending on the size of your tree stand, how you set up your tree stand. There’s a lot of things that could impact that. But, like I said, using the Hunter’s Friend, getting in and out – I really didn’t have any problems. So, I was pretty happy with that.
So, this wasn’t a product we designed. This was a product from a gentleman that we were introduce to up in the mountains. And he’s a longbow hunter and so the few minutes I spent with the product, when we met up at Troublesome Gap to take delivery of the first batch, it seemed good; but I wanted to test that out, of course, in real conditions.
So, overall, I think that for this to be an effective product, just like with any piece of equipment you’re going to use for hunting, spend a few minutes before you get on the trail, before you get in the stand, and work out how you’re going to carry it, how you’re going to use it. Practice with it. And especially, since, as I said, if you mix a hunting pack with this, you want to make sure that you can don the hunting pack and quiver easily, and doff it (or put it on and take it off) so that you’re not fighting that in the dark. And then the other thing, too, is think about how this works with your tree stand. Where do you put your gear and how is that going to fit into that? I think, overall, though, I was pretty pleased. I’m pretty happy. Some notes – the one that holds twelve arrows, I carried six in it. You could put twelve in there; its plenty big for six. We have one that’s a six-arrow one in the batch we got. And that would be fine for six or fine for a lower number. I think that one thought there is that if you’re only going to carry three arrows, then get a six one; don’t get a twelve one because its just a little extra bulk that you don’t need. If you want to carry more arrows, if you want to carry six or more, then the twelve is fine. So, I would just throw that out there. The twelve arrow version is big enough for twelve, and you might feel like it’s a little too big if you’re only going to carry three. At the same, the six-arrow one you can fit six in. Just a note for sizing.
We also do have a left-handed one that you can get. And if you need a special one, we can special order that. There’s so much hand content that goes into these that doing a special order is not really a big deal. They’re all made one-by-one, anyway, and there’s so much labor that goes into it. It’s not a big deal. It is quiet. It definitely lives up to that name. There’s not a lot of noise. The only noise that you can have off this, one is unsnapping it and snapping the snaps for the strap; and those nylon snaps can be a little noisy. So, I think that’s a negative. But any strap you’ve got that if you want to unsnap it in the field, there’s going to be some noise. Other than that, it’s extremely quiet.
You may want to, when you place your arrows in there, spread them out. I just kind of slid six arrows in, in a bunch. And there was a little bit of noise when the shafts hit each other. But I only saw that noise when I was messing with the arrows and I was in the tree stand and, like, for example, I’m pulling an arrow out. One time there was a little bit of noise. Like I said, because I really didn’t put any time into placing the arrows carefully, I think the next time I do it, I’ll take the twenty seconds and just kind of spread those out. There’s a foam, a very robust foam, that the broadhead sinks down into and just spreads those broadheads out, so that they don’t touch. As I said, I was a little sloppy about that and it caused a little bit of noise in the tree stand. But, overall, it’s pretty doggone quiet, especially when you’re moving through the woods. It’s soft. But if you spread those arrows out, you’re just not going to have any noise come off of that.
And the other thing, too, is that you may want to consider if you’re going to attach this to your Hunter’s Friend, and you’ve shorten the straps, then you don’t need to unsnap it. If you want to snap it to something else, you may want to consider leaving a carabiner on your tree stand, and then dropping that, like, for example, on your tree belt, I’ll leave a rope, a static line on a tree belt. I’ll put it up first of the season. And then every time I go its already there; its not something I have to carry. And I can snap it and go up the tree stand safely, and come out of the tree stand. So, I’ll leave a carabiner up there.
So, another option, of course, is to take the strap that goes across your body and just drop that onto the carabiner, which is a little quieter than unsnapping. So, there again, that’s a matter, too, of you working out how your gear’s going to interact, and how you’re going to use it and a little training and a little practice and all’s good.
So, that’s kind of my review on the way back. I did not get a deer today. I did not take a deer. I saw three nice ones, and never had a shot. So, they’re deer. But, that’s alright. It’s always a learning experience. In this case, now, I’ve got a much better idea of some of the pattern that they’re following as they’re moving. Fortunately, I got to watch them follow that pattern as they left. But, fortunately, though, it was a nice day hunting. If we got something every time out, then it’d be a boring sport. It’s a nice activity. It’s nice to get out. I appreciate Al letting me use his place.
I hope that this helps you, not only with thinking about the Quiet Quiver and whether that’s something you want to own or give as a gift, but also, too, it gives you insight into, you know, some of my hunting experiences which I enjoy getting out to. There are people that are much better hunters than I am. But I definitely enjoy it. And occasionally I’ll harvest a deer, catch a fish. But, in the meantime, I’m pretty happy. Good day and a beautiful day, especially for late October. I’m hoping this weather doesn’t get too nasty before my trip to the mountains. The last couple years it wasn’t too bad. And the year before that it was just cold. When you roll out of that tent at seven degrees, nine degrees, that’s just cold. But, there again, it was beautiful. It was quiet. You could hear the dear walking towards you for, if felt like, a mile. Unfortunately, they could probably hear me for (felt like) a mile. But we’ll see what happens in a few weeks, and I’ll try to send you some pictures. And we’ll kind of go from there.
Thanks, and have a great weekend and enjoy your next hunting trip. And if you’re looking for a present for your hunter boyfriend or husband or brother or . . . ha-ha, or sister or wife that hunts; there’s a lot of women that enjoy hunting. So, if you need something as a present for them, then I would encourage you to check out some of our Montie Gear products. They’re pretty cool. It’s not something you’re going to see everywhere you go. We only make a few, and have a good time making them. So, it’s a little different approach. Made in America. And we make products pretty much the way we want to make them. A lot of times the way I want to make them. But I get a lot of input from the community, too, so its really not an “I”, it’s a “we”. And so, we end up with products that are different; they’re tough; they’re rugged; and you can be proud to give as a gift or maybe one day you’ll give it to your grandkids or your kids when they take up hunting. So, we try to make heirloom quality products for our outdoor gear that you can feel good about that you’re going to give as an heirloom.
The Quiet Quiver, it’s a soft case; we’ll see how that wears over time. If you take good care of it, it should last a lifetime. It’s built to. And the Hunter’s Friend, that’s aluminum and stainless steel; if you don’t bend it or do something crazy with it, then that should last multiple lifetimes.
So, this is Montie Roland. I am signing off. And I’m going to go put up my gear and see what my wife’s fixed to eat. So, thanks for listening and have a great day.
Montie’s Note: Here is a Montie Gear product story that gives a insight into the design and a use case that includes testing and field use by the designer. This was a customer newsletter item.
Fall is synonymous with whitetail deer hunting in the South. Our wives become “deer widows” for 2-3 months while we disappear into the woods and look for that giant buck we’ve been watching for. Wives get used to seeing their husbands up late at night looking a pictures from trail cams and learn to cook venison. Saturday mornings are viewed from 20 feet up in a tree stand. Good times and priceless moments.
The Hunter’s Friend was initiated by a suggestion from Al Davis, owner of AllFab Solutions. He is an avid hunter and wanted a way to hang his bow or rifle from a tree without having to run a screw into the tree and damage the tree. A few weeks later, the Hunter’s Friend was born.
Getting your gear to the field and into the tree stand means work. Gear that you take up to the tree must be compact, lightweight and easy to deploy. Setting up your gear while you are hanging from a tree and 20 feet up means it must be well designed and flawlessly task at hand. Anything else is just something that will get left at home.
The Hunter’s Friend holds your bow (or rifle) in the ready position. Holding your bow, or rifle, in your lap can be tiring after a few hours. The Hunter’s Friend solves that problem while keeping your bow at the ready position. I also use it to hold my calls, binoculars and range finder. It straps around the tree without damage so you keep the landowner happy.
I believe that we have 3 in stock so don’t delay in ordering yours, or suggest it as a gift. Check out the pictures below from a recent hunt in Chatham County, NC.
Do really like your Montie Gear slingshot, AR-Rest or other product? Help us tell the world about the Handmade, Heirloom Quality products that we make right here in NC!
Reviewing your Montie Gear product is a great way to give potential customers access to your opinion before they buy. We’ve streamlined the review process to make it quick and easy for you. Please a take a few minutes and review your Montie Gear products by going to www.montiegear.com, logging into your account, navigating to your favorite Montie Gear product at www.montiegear.com and then click on “Add Review”. Once your review is submitted, please email me at montie@montie.com and I’ll email a coupon code good for 25% off your next purchase!
Philosophy
Our philosophy for Montie Gear products is pretty straight forward. We provide “Heirloom Quality Products That are Troublesome Gap Tough”.
Heirloom Quality
Many products in today’s world are meant to have a limited life time. A good example is that cell phone that you need to replace every two years. It works great, but over time technology changes and the fragile electronics have a limited lifetime. We want to design and sell products that have a very long lifetime and may actually get passed along to your kids or grandchildren. Many rifles get passed along from parent to children, sometimes marking a rite of passage. Granted a shooting rest isn’t as special as your Grandfather’s rifle. However, we work to design and sell products that are simple, elegant and high enough quality that you will want to pass them along to your kids or grandchildren.Troublesome Gap Tough
Troublesome Gap is a place in Western North Carolina, near the peak of Hap Mountains and overlooking Spring Creek, NC. My parents purchased the property over 40 years ago. I grew up spending time there. We cut firewood for heat, picked blackberries and raspberries, and spent some great weekends up there. Troublesome Gap is remote and rugged, the prefect place to test our products. Troublesome Gap Tough means that the products are rugged and easy-to-use. A delicate, hard-to-use product is a liability in the field, so we avoid that by making sure all our products provide a great customer experience and are built to last, even in demanding conditions.
As President of Montie Design, I am proud the fact that we are shipping high-quality, U.S. made products. I am also proud to be an American.
Montie’s Note: As product designers, we often obsess with QFD, House of Quality, Pairwise groupings, but some products are just simple and fun. Here is a new product announcement for a Montie Gear product that we had fun with. Here is an example of a simple and less serious outdoor sporting goods product that is very handy for the user in an outdoor environment.
In the pine trees found in Western NC, resin naturally accumulates over years of growth, creating what is locally known as Fatwood. The resin impregnated pine wood makes a great fire starter. One of our local outdoors experts, Bill, harvests our fatwood from the stumps of pine trees that were cut years earlier.
We all love sitting by the camp fire, but the toughest part about starting a campfire is the preparation. Fatwood works as great kindling, as a small amount is all that is required to help you get the fire started. Checkout out our Fatwood options at the Montie Gear store!
Philosophy
Our philosophy for Montie Gear products is pretty straight forward. We provide “Heirloom Quality Products That are Troublesome Gap Tough”.
Heirloom Quality
Many products in today’s world are meant to have a limited life time. A good example is that cell phone that you need to replace every two years. It works great, but over time technology changes and the fragile electronics have a limited lifetime. We want to design and sell products that have a very long lifetime and may actually get passed along to your kids or grandchildren. Many rifles get passed along from parent to children, sometimes marking a rite of passage. Granted a shooting rest isn’t as special as your Grandfather’s rifle. However, we work to design and sell products that are simple, elegant and high enough quality that you will want to pass them along to your kids or grandchildren.Troublesome Gap Tough
Troublesome Gap is a place in Western North Carolina, near the peak of Hap Mountains and overlooking Spring Creek, NC. My parents purchased the property over 40 years ago. I grew up spending time there. We cut firewood for heat, picked blackberries and raspberries, and spent some great weekends up there. Troublesome Gap is remote and rugged, the prefect place to test our products. Troublesome Gap Tough means that the products are rugged and easy-to-use. A delicate, hard-to-use product is a liability in the field, so we avoid that by making sure all our products provide a great customer experience and are built to last, even in demanding conditions.As President of Montie Design, I am proud the fact that we are shipping high-quality, U.S. made products. I am also proud to be an American.Sincerely,
Montie Roland
800-722-7987
We use Kanban cards at Montie Gear to manage our inventory. The purpose of the cards is to make sure we don’t run out of inventory so we have the products you want, when you want them. Kanban is a way to use a simple formula to determine how much product to keep on hand by using customer demand and the time it takes to produce the product. You can hear more about Kanban cards at:
If you are going lean, the boss has to set the example. One of the places where I spend a lot of time is at the shipping desk. So my 2 second lean project for the week is cleaning up the shipping desk. Here are the results.
Questions, comments, videos, suggestions are all welcome!
Managing Production and Inventory in Context of Lean
by Montie Roland
Audio File: 2016 Mar – Managing Production and Inventory in Context of Lean.mp3
Good morning. My name is Montie Roland with Montie Gear in Apex, North Carolina. And I’d like to spend a few minutes talking about managing your production and inventory in the context of Lean.
So with Lean, you have a thing called a Kanban, and the ideas that you have established a level of inventory that you need to maintain in order to meet your customer needs and your anticipated customer needs. So, when we think about it, we’ve got two types of parts and assemblies. One is parts and assemblies that we’re going to use to make finished goods, and the others, of course, finished goods that we’re making in anticipation of sales.
There’s a lot of different sizes of companies out there and a lot of different types of products. And some products are built to inventory and some products are built to order. And so if we just look at Montie Gear, in the past I’m realizing we had this kind of crazy system that didn’t really serve us well financially. And so in the past what we do is that we would build a batch of products and in this, the reason why we build a batch is mainly because of we’ve got several processes where we need to have a minimum order. And there’s just no getting around that without having ridiculous costs. So let’s say that with slingshots, the two places where we have to have minimum orders – one is to cut the slingshot and then where we do our secondary machining ops. You do the set up – that’s a lot of the work – and so you really want to have a minimum batch size through the secondary machining. And then the other one is paint or finishing if it’s to anodize (it’s called finishing). So, finishing also has a minimum order and can get very expensive if you don’t do a minimum number of parts. So in this case, we’re not going to have a single piece flow through these external processes. But we can have single piece flow through our assembly area (maybe). Alright, so in the past what we did, somebody (usually me) would sit down and say, okay, we need to build this, this and this. I guess we’re getting low on this. And I don’t know, we’ll sell these. Well, there was a huge lack of scientific method here. And what that tends to do is that tends to eat up capital because if you’re building parts that you’re not going to use for the next year, that’s money that’s tied up; it’s really not doing you any good. And it’s not doing your customers any good either because its money you can’t spend on products that they really want. So the next step for us, I believe, is to create a chart or a spreadsheet that shows each product; what we sold last year, what we sold this year, and the year before. And that way we’ve got three years’ worth of sales. And then we can say, okay, well based on this historical data, we expect we’ll sell this many of this product this year. Then what I need to do is to take and apply a time to manufacture that good through all the processes. And the external processes occupy ninety percent (or higher) of our manufacturing calendar days for Montie Gear. So, paint, water jetting, machining; what have you. And so if I apply a calendar date or calendar time to each one of these products . . . so, for example, with a slingshot. Maybe generally the queue at ADR for the water jet cutting is two weeks. And let’s say the queue for paint is generally two weeks, and the queue for machining is generally a week. So, I’ve got a five week delay from the time I order to the time I get parts that are ready for us to assemble. In this case, we’re cutting the frames, we’re painting the frames and the side plates, and then we’re machining the secondary operations in the frames. And so I’ve got a five week delay. So then if I know that I’m going to sell -amount of slingshots this year, then I can take and multiply that sales number by five-over-fifty-two. Now, I take the yearly sales, multiply by five weeks, divide by fifty-two weeks to prorate it for five out of fifty-two weeks. And that tells me how many slingshots I should sell during the period while I’m waiting on more slingshots. So, I establish a number that I know I expect to sell while I’m making more. And then also, I need to factor in any seasonal demands. So, you know, look at, for example, Christmas. So we sell more slingshots at Christmas than any other time just before. So I need to also factor in the seasonal affect. So, the yearly sales and then bump it up by the percentage that is increased for Christmas sales. Now, I know what I need to keep on hand. But I also need to apply safety stock, because there’s always going to be some variation. So, I don’t know, let’s say our safety stock – we’ve got to come up with a metric for that – but maybe the safety stock is one month’s sales. So now what I’ve got is I’ve got my yearly sales, prorated for the amount of time it takes to make those pieces, and then times the yearly sales. I’ve got how many I need during the period when I’m making parts; what my safety stock is; and then any adjustments for seasonal variation. And that gives me a much better idea of how many I need to keep on hand.
Now, I’ve also got to factor in the effect of minimum orders on this, because I want to keep my production economical by ordering above the minimum order. But that gives me an idea of how many of each product I should stock. And that way I don’t have inventory sitting on the shelves that I’m just not going to sell. Now, this can get a little . . . you know, this is not a perfect system but this is an excellent baseline. And it works well for products – or I think it will work well for products like the slingshot, where we have continuous sales of those. We have other products that the sales are not as continuous and they have larger variations and swings. Like, for example, our RFID products. Because they’re commercial orders we may get an order for two hundred or two hundred and fifty or twelve hundred. But with those, and those big orders, the lead time is figured in and anticipated by the customer. So, that’s a little different situation to calculate. Now, however, on those, I think it is important to note that the longer it takes to produce your product, the longer you have to wait for the effects of the profit from that sale because obviously, you know, percentage of the sales . . . for a domestic sale, where there’s terms, you don’t get paid until you ship; if an international sale, you may get paid a deposit upfront and then paid when you ship. But so, the longer you wait to ship, the longer you wait to get paid and the longer you wait for the benefits of the profit from that sale. So that’s definitely an important consideration but for the purposes of looking at it from Kanban, it’s a little different.
So back to our slingshots and other things where there’s consistent sales. So now what we’ve got is we’ve got product, and then what I’m planning on doing is to then do an inventory once a month. And then on that inventory we’ll post in the bin where we keep each product (we have a bin for each product in our inventory . . . or for each product SKU; so there’s a bin with slingshots, there’s a bin with glove shots, arrow rests. And so some of our bigger sellers like slingshots, there’s actually multiple bins depending on what color your slingshot actually is.) So then what I can do is to do an inventory once a month; compare that to our minimum stocking level that we created, which was, you know, our time to produce and you know, relating that to time to produce versus sales, so we know how many is in there; plus, our seasonal variation during the period where we’re going to be making new parts; plus, our safety stock. So we watch that and then flag it during our inventory and pull a card out that says we need to make more of these. So that way then we collect those cards and then those cards then become an indicator that it’s time to produce more. And that’s a nice, easy solution. And I think, too, that when we’ll have to post what that minimum stocking level is so that when someone is withdrawing products for shipment, then they can watch that as well. So, for especially where there’s, you know, low numbers, like, for someone where the bin’s starting to look empty, they can check. So maybe it’s between inventories; they check and go, Hey, Montie, here’s the card for this; we’re starting to get low.
So, I think that’s one of the concepts is that you’ve got this visual indicator where this product, this produce and this product are getting low and then we can leave those cards in the bins and walk by to see them, or we can collect those cards and know that we’ve got to produce some inventory – or at least check to see what the inventory is to decide when we’re going to. And the same thing for goods that we use on a regular basis to produce those products. Now, that depends, too, on how long it takes to get those. So, for example, for slingshots, the lead time on these services we purchased or the parts we purchase, it’s fairly long in some cases. For other pieces like screws, it’s fairly short. So it may be that we order screws, you know, about the same time we send out slingshots for paint, because we can get screws in just a few days easily without expediting anything.
So this is kind of the thought process I’m having to go through to decide, you know, how we’re going to make all this work. And also it’s good, though, because now, all of sudden, I’ve got a framework, so I can use that framework to make buying decisions, and keeping those simple. So, now we have a simple process for deciding, you know, how many of something we should keep. It’s no longer a “gut-feel” thing or something where we have to wing it. Instead, we’ve actually applied a metric to that. And I think that’s part of the value of Lean is that now, all of a sudden, we’re using a simple tool, getting organized and, in this case, making sure that we have the inventory so we can get it to the customer quickly. But, also, at the same time, conserving our resources so we’re not stocking too much inventory. And having a simple system means a couple of things. One thing is that it’s something that can be taught, not something that’s a gut-feel or something somebody high up has to make a decision. Instead, by using a simple process we can give someone the authority to make a purchasing decision without having to go through some sort of process or get as much approval. And I think that’s one of the values of Lean is now, all of a sudden, you can scale a lot easier; as the company grows, you have a simple process and your associates or employees, contributors, what have you – can learn that simple process. You can audit that process because it’s simple; it’s not a gut-feel thing or it’s not some guy in the corner that guesses what the seasonal demand will be. Instead you’re actually using simple math to solve what used to be a complex problem. And I think that’s great.
So this is kind of how I’m looking at developing our inventory control to function in more of a Lean way. It’s kind of cool. I’m excited because it’s a simple solution to something I thought would be a . . . before I thought, Hey, this is going to be a complex, computerized, we-need-to-have-some-sort-of-software-to-manage-this; but, no, I mean, we can do it with a card stuck in the back of a bin that gets collected when inventory reaches a certain level. And that’s kind of a wonderful thing to keep it simple.
Well, comments and suggestions and questions and thoughts are always welcome – Montie (M-O-N-T-I-E) at Montie (M-O-N-T-I-E) dot com. If you get a chance, visit our Montie Gear site. We make some kick-butt slingshots and some other cool products. And Montie Roland, signing off. Have a great day.
Non-hunters reading this blog may not realize that preparation for deer hunting season is almost a year round endeavor. These pictures were taken in March when we were planting a deer food plot. The plot includes
sugar beets
sunflowers with high protein content seeds
red clover
white clover
soybeans
Imperial Whitetail Clover™ from Whitetail Research Institute
Patch #1 (roughly rectangular) – consisting of soybeans and Imperial Whitetail Clover – The soybeans grew faster and taller than the clover, helping to discourage the deer from eating the clover until the clover could get established.
Patch #2 (thin strips around the campsite and up the hill) – consists of sunflowers, sugar beets, white / red clover, and soybeans
Patch #3 (small patch across the road from the main plot) – deer vetch and white / red clover – Vetch can be invasive in some locations, so this was a test area that where we can apply Roundup™ as needed.
Look to future blog posts showing off the results.









































































{kind=link}