Simply Us Farm is a local farm that my wife and I run. One of the projects for this year is to develop gift boxes for Christmas. I wanted to share some of the thinking behind the process of designing the gift boxes. Usually my blog entries focus on the design sides of new product develpment, but this is a journey into product management.
Background
Local businesses often struggle to market and sell products. This is driven by several issues including
not having a fully developed sales channel – wholesale, retail and online
smaller number of items in their catalog
catalog items are often very hyper focused on what the small business is passionate about
This is especially true for small farms. Simply Us Farms is young farm in NC adding new production every year. The farm specializes in uncommon fruits and berries with high nutritional value and high anti-oxident content.
The challenge for this holiday season is to develop a gift basket. Simply Us Farms produces honey from the farm and from Troublesome Gap. One option is to team up with other local producers to create a specialty gift basket filled with local goods and the honey from the Simply Us Farm.
Sources of Inspiration
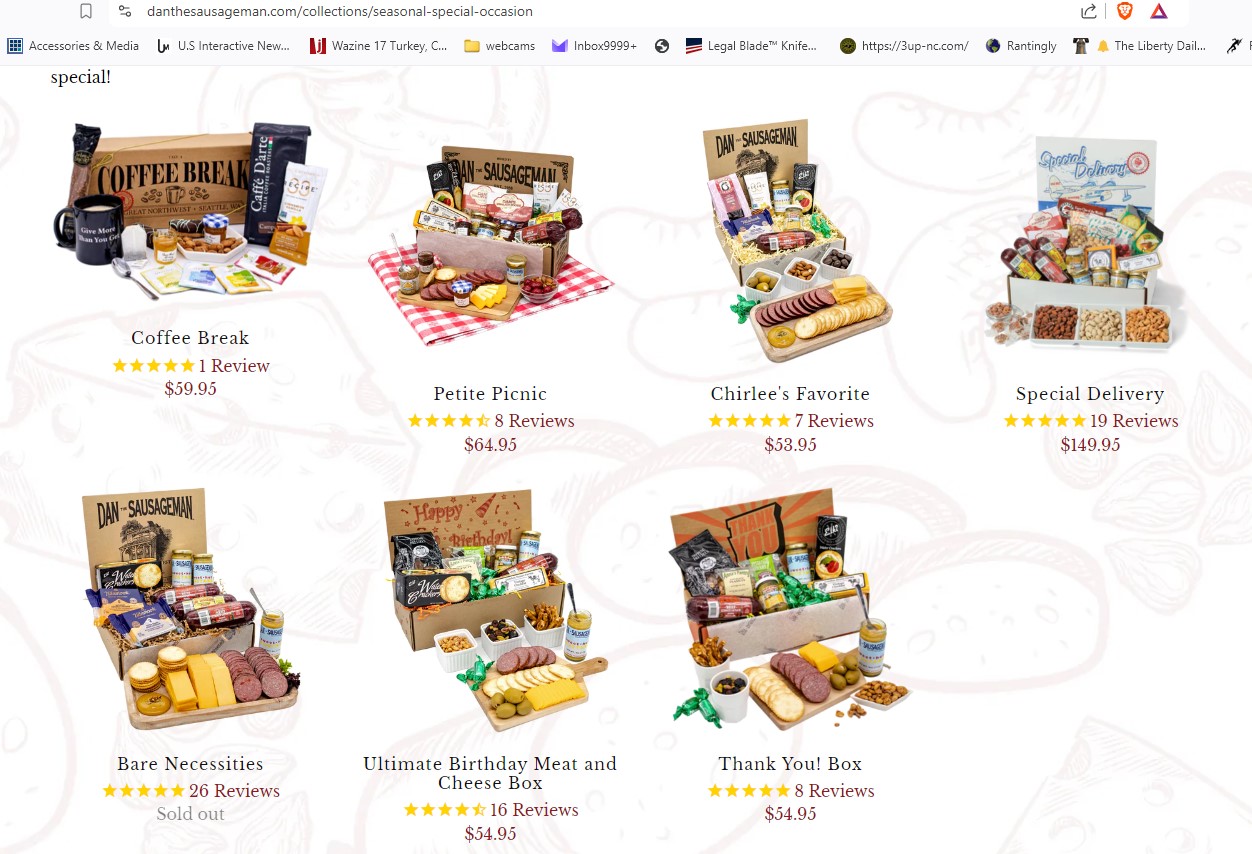
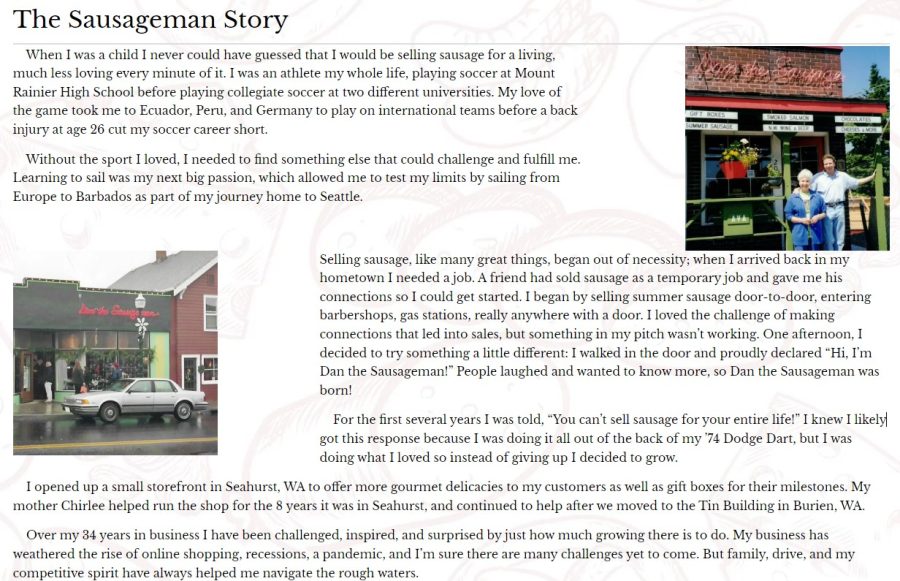
Dan the Sausage Man is a company that produces a well thought out line of gift baskets. They also have a great origin story that they effectively share. Here is the story from their website.
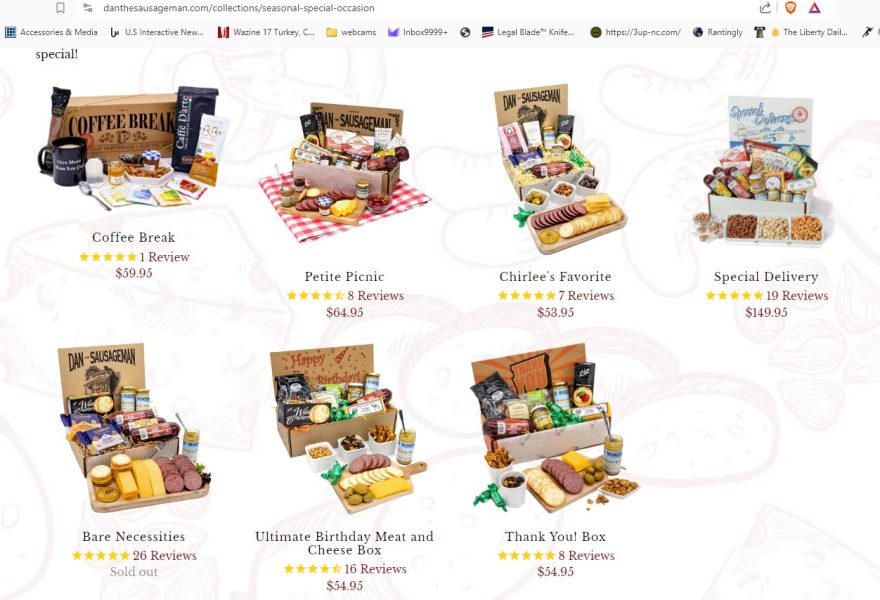
They provide a variety of gift baskets that vary with the seaon and a different price points.
The internet also provides lots of examples of gift baskets that feature or include honey.
Goal
Provide a great gift that will be appreciated by the person receiving it. We want to create an special experience for the person who puts the contents of the gift basket to use.
Basket Themes
We want to help the basket user create a special culinary experience. This could be categorized several different ways. One way is to associate the experience with snack or meal. Here are some options
pre-breakfast (such as morning coffee)
breakfast
brunch
lunch
dinner
snack
Other opportunities is to associate the gift with an event include
picnic
thank you (professional or personal)
family or personal tradition
specific holiday (religious, cultural or social – examples: Christmas, Thanksgiving, Halloween)
birthday or other personal milestone (maybe a 50th anniversary, college graduation, or baby shower)
wedding present
corporate / organizational gift, thank you or award
Packaging
Because these are limited runs, the packaging needs to be something that is easy to decorate and off the shelf. We can print labels to designate the package as a Simply Us Farm gift box. Decoration can also show which version of the gift box is in packaging after it is closed up. The filler material and the box should be easily recyclable. Possibly a crinkle paper. It would be nice to have a single box that held the 3 smallest configurations, just to keep down on the number of boxes to purchase.
What to Put in the Baskets
Simply Us Farm has two types of honey available (farm honey / Bennett, NC & mountain honey / Troublesome Gap, NC). We can pour that honey into different size jars. Currently we have
1/2 lb
1 lb
sample size
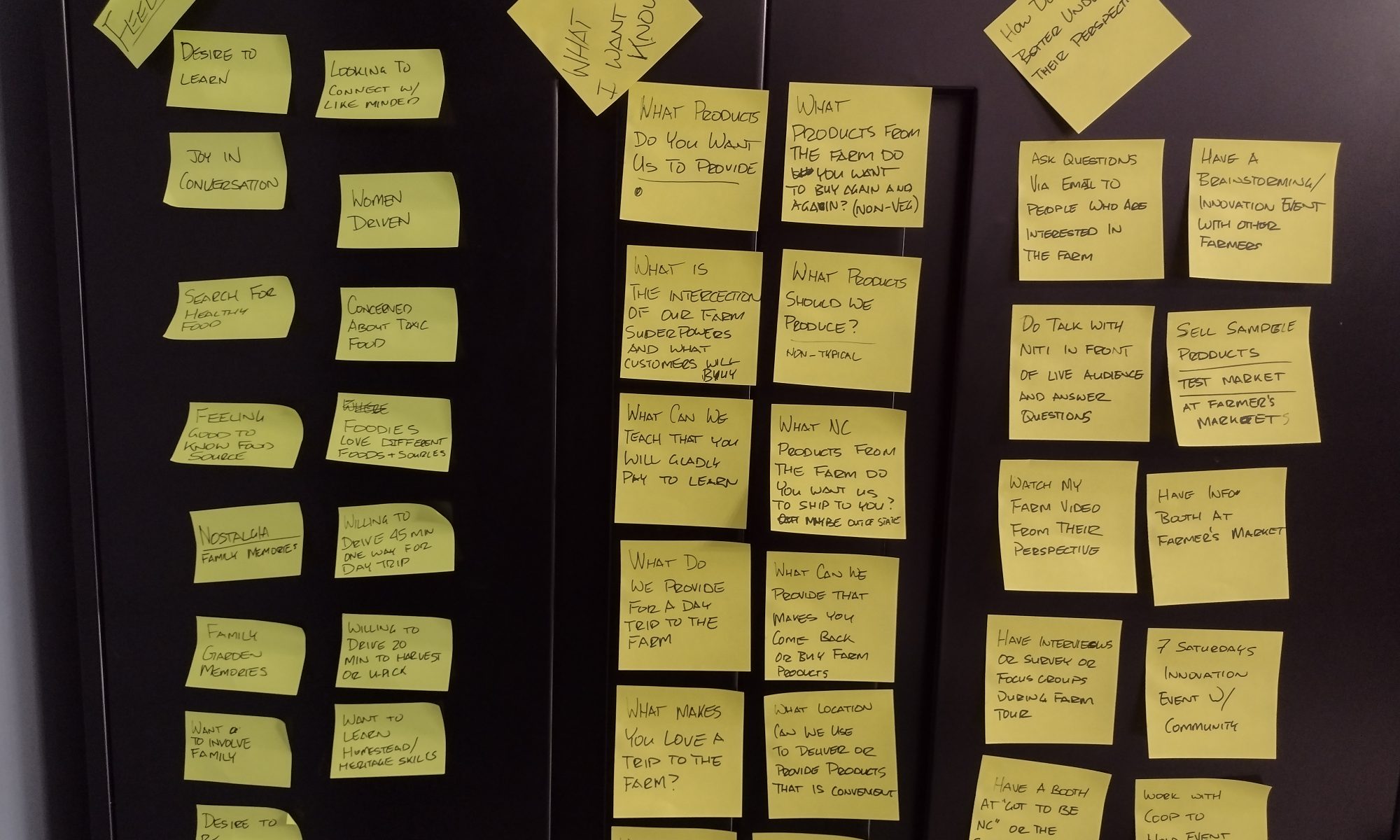
It would be great if the gift box / basket could be filled with items from local farms and vendors. Here are possible companion products from a brainstorming session
honey dipping utensils
coffee (maybe with a coffee stirrer)
sauces (maybe bbq or some other sauce for a process that can involve honey)
sourkraut or other fermented food
teas
table cloth or other items to set a scene
meat product (cured ham, sausage or sliced)
crackers
cheese
jelly or jam (including fig)
honey from another farm with a different taste
recipes or cookbook
food mix
juice (maybe grape, elderberry, or other)
mug with a relevant graphic
medicinals (locally sourced)
balloons for a birthday or other party
pumpkin something for fall
placemats for the table with a seasonal color scheme
locally made pottery or mugs
locally made candles (maybe with a seasonal scent)
Themes
We also wanted to think about how we could build gift box around a them. The theme helps build an emotional connection with the gift giver and receiver. Turning it from a box with food items into an experience.
Morning coffee and honey
Christmas coffee and honey – maybe adding a pine or other seasonal smell
Fall grilling season (mild)
Fall grilling season (hot)
Tailgaiting
Snowy Day
Fall set – maybeadd something pumpkin or wool placemats with a fall color scheme
Health theme (maybe with medicinals or a medicinal tea)
Pricing
After doing a survey on the internet, here are our initial cost targets for pricing.
Option 1 – $54.95
Option 2 – $59.95
Option 3 – $64.95
Option 4 – $149.95
Once we put sample baskets together then we can take pictures and test market the combinations on the website and with targeted emails. That will help determine if the gift basket is desirable and if they will sell.
Next Steps
We have started working with local farms to identify items that can go in the baskets. Then we’ll need to create specifc basket configurations. We’ll share the results as we go. The best wasy to follow along are to join the email list and check back on the blog.
I just finished the Insights for Innnovation Class. This a wonderful class. We concentrated on observing, interviewing and developing customer insights. Walk with me though the podcast as I share what I learned.
I was recently interviewed for the Everyday Innovator podcast. This is a great podcast that interviews leaders in the product development and product management field. I’m honored to be included in the podcast.
Excerpts from the interview:
Our guest for this episode is Montie Roland. Montie used my online training course to prepare for, and pass, the New Product Development Professional exam, earning him the NPDP certification from PDMA, which is the oldest and most established professional group for product managers. After passing, he contacted me to discuss providing training to product managers in his company. This is a topic I always enjoy because I love helping organizations improve their product management capability and helping product managers further their skills and how they work with each other and the product team.
As I talked with Montie, I also learned about his background, became fascinated by his experiences, and knew he had to join us here to share his stories and knowledge.
Montie has pursued an entrepreneur path, building his own company, and an intrapreneur path working in an established company. He is a mechanical engineer with a ton of design experience.
We talked about his experiences, including the pros and cons of working for yourself vs working for an organization.
[3:19] What is your current role as an intrapreneur?
I’m on the new product development team at Pentair. If you’ve ever been in a swimming pool, the water probably went through one of our products. I get to do a lot of front-end work in industrial design and the connection between customer and product. The strongest part of my skillset is bridging that gap, and I have the chance to do it on a lot of different projects in a large organization.
[5:26] What kind of products did you create as an entrepreneur?
I ran Montie Design for about a decade. We started in B2B products and eventually moved into B2C. We made rack-mount servers and packaging electronics. Clients would come to us because they were trying to get around politics in their company or were behind schedule on a project. We developed products that they could transition into manufacturing. On the B2C side, we made in-home air filters that were highly stylized. We tried to make as much as we could locally so that there was a community feeling to it. We wanted people to look at our products and say that’s the way they would have made it themselves.
[13:02] What are the advantages of working on your own?
I enjoyed the sense of self-determination. You don’t have someone looking over your shoulder like you do in a big corporation. You can explore directions that you might not be able to otherwise. People who work in product development have an inherent sense of adventure, which tends to be more constrained in a corporate environment.
[14:40] What are the disadvantages of being an entrepreneur?
It requires a lot of work. If you have a spouse or family, you need to have buy-in for your entrepreneurial endeavor at home. You also need to have the funding you need and scale your operation based on the funding you have. I had a great time working on my own, but went back to the corporate world because I needed a lifestyle change. I scaled my business back as a result and now do Montie Gear on the side.
[20:45] What are the advantages of working for an organization?
I’m part of a large, multi-disciplinary team that has a lot of depth. There are times when you might have to switch projects and hand off what you’re working on to another engineer who is a better fit. Pentair fosters the sense of trust necessary to make those transitions happen. It’s also much closer to a 40-hour work week and I don’t have to worry about everything. I have a lot of people around me who are experienced at product development, which pushes me to keep my skills sharp. My colleagues and I challenge each other, which creates a very collaborative environment. I get to focus my time designing things and don’t need to worry about all the other aspects of running a business.
[25:55] What are the disadvantages of working for an organization?
There’s a lot of skepticism from companies about hiring entrepreneurs because they think you’ll get tired of the corporate environment and be out the door to do your own thing in six months. Look for companies that see your entrepreneurial background as a benefit because you can bring different skills to the table. It’s also difficult for HR to translate entrepreneurial skills into existing roles and job levels. You need to be flexible about starting at a lower rung and working your way up over time. Another disadvantage is that you’re not responsible for every decision; the scope is much smaller and you need to be okay letting go of some responsibility. There’s also a culture shift because every company’s culture is different.
[32:58] Why did you pursue the PDMA NPDP certification?
It’s easy to back off on training and certifications when you’re an entrepreneur because you’re so caught up in the day to day of running the business. In a corporate environment, you have time and money for professional development. The company wants you to grow and that makes it really easy do things like certifications.
Innovation Quote
“A candle loses nothing by lighting another candle.” – James Keller
Thanks!
Thank you for being an Everyday Innovator and learning with me from the successes and failures of product innovators, managers, and developers. If you enjoyed the discussion, help out a fellow product manager by sharing it using the social media buttons you see below.
Montie’s Note: As product designers, we often obsess with QFD, House of Quality, Pairwise groupings, but some products are just simple and fun. Here is a new product announcement for a Montie Gear product that we had fun with. Here is an example of a simple and less serious outdoor sporting goods product that is very handy for the user in an outdoor environment.
In the pine trees found in Western NC, resin naturally accumulates over years of growth, creating what is locally known as Fatwood. The resin impregnated pine wood makes a great fire starter. One of our local outdoors experts, Bill, harvests our fatwood from the stumps of pine trees that were cut years earlier.
We all love sitting by the camp fire, but the toughest part about starting a campfire is the preparation. Fatwood works as great kindling, as a small amount is all that is required to help you get the fire started. Checkout out our Fatwood options at the Montie Gear store!
Philosophy
Our philosophy for Montie Gear products is pretty straight forward. We provide “Heirloom Quality Products That are Troublesome Gap Tough”.
Heirloom Quality
Many products in today’s world are meant to have a limited life time. A good example is that cell phone that you need to replace every two years. It works great, but over time technology changes and the fragile electronics have a limited lifetime. We want to design and sell products that have a very long lifetime and may actually get passed along to your kids or grandchildren. Many rifles get passed along from parent to children, sometimes marking a rite of passage. Granted a shooting rest isn’t as special as your Grandfather’s rifle. However, we work to design and sell products that are simple, elegant and high enough quality that you will want to pass them along to your kids or grandchildren.Troublesome Gap Tough
Troublesome Gap is a place in Western North Carolina, near the peak of Hap Mountains and overlooking Spring Creek, NC. My parents purchased the property over 40 years ago. I grew up spending time there. We cut firewood for heat, picked blackberries and raspberries, and spent some great weekends up there. Troublesome Gap is remote and rugged, the prefect place to test our products. Troublesome Gap Tough means that the products are rugged and easy-to-use. A delicate, hard-to-use product is a liability in the field, so we avoid that by making sure all our products provide a great customer experience and are built to last, even in demanding conditions.As President of Montie Design, I am proud the fact that we are shipping high-quality, U.S. made products. I am also proud to be an American.Sincerely,
Montie Roland
800-722-7987
Can you get so Lean (Lean Manufacturing) that you get lost in the process? You bet you can.
Lets talk about the Kano model. The Kano model helps you to organize your product development and management efforts between basic expectations, performance enhancements and delightful additions to your product. Understanding the difference and applying this model to your product management and design management ultimately serves as a reminder to not forget the joy of creating delightful products that please your customers is great ways. Don’t end up getting lost in the process and forget to delight your customers.
Forget about designing from a clean sheet of paper. It can’t happen. The designer himself prevents brings a tapestry of experience, skills and preconceptions with him. Embrace that diversity and create better designs, even when you are starting from scratch. Once you understand you, then you can think on a broader scale and truly innovate on your next project!
This is a podcast I originally created in 2012.
Cheers,
Montie
montie@montie.com
—————————————————————————–
Audio File Transcript: Who Are You and What Does that Mean
Hello. My name is Montie Roland. And I’m with Montie Design in Morrisville, North Carolina. I wanted to spend a few minutes with you this morning talking about who are you and how does your skillset, your drive, your . . . how you go about creating new product concepts or new product ideas; how does that fit into everything.
We all have our own desires, drives and I want to kind of go through it and talk about it. And maybe learn a little bit about each other as we go through it.
I’m the president of Montie Design and also the president Montie Gear in Morrisville, North Carolina. Montie Design is a product development firm. And we develop products for you. And we fill in gaps. Sometimes it’s a small project; sometimes it’s a large one. And what we do is fill in those gaps in your engineering or your industrial design or your prototyping department; fill in those gaps to help get your product to market.
Montie Gear is a company that provides outdoor shooting equipment, and slingshots and fun stuff. Montie Gear was founded about four years ago as one of those things we decided as an institutional learning tool. And we decided that we wanted to design some of our own products, not just everybody else’s. So we did a couple and then said, well, what would it be like to sell them? How do we sell products without spending a lot of money on advertising? So, we put them on our website, Montie Design website, and then we also came up with the idea – thanks to Carl – of doing a lot of test and evaluation units. And over the years that test and evaluation unit approach has even rolled into a service we now call Social Reviews. And so, I don’t want to spend all day talking about that. Something we’re proud of. Montie Gear line has grown from zero to over a hundred thousand dollars in sales in about four years with very little advertising. So we’re very proud of that and we’re proud of the products we sell.
So it gives us a little different perspective on the product development process. So, not only do we develop products, we also are responsible for some of those products for selling, and manufacturing them. And that’s also kind of spilled over in that we’re now doing that for two clients where we’re providing the backend services – they sell them, and we ship them. We make sure they’re manufactured, that they’re packaged, they’re QC’d and then the customer’s happy.
And so, first question, our first thought is I want to throw out the thought of, you know, who is Montie? Who am I? If I’m going to tell you how other people are, I’m thinking maybe I should go ahead and kind of do a little analysis on myself. Now, Montie Design designs products for a wide variety of situations – manufacturing approaches. We have products that we design – they’re going to go straight overseas. We have products that we design and we get to a certain point and we turn them loose to an ODM somewhere the other end of the Internet and they take it from there; and we read about it in a magazine. We other products we’re more intimately involved with throughout the whole lifecycle. But, you know, it comes down to the “Who’s Montie” and how I think. I think the best example is to maybe watch what I do and not what I say in this case and look at Montie Gear.
With Montie Gear we’ve come at it from the standpoint of we want to have a high quality product that’s what we call heirloom quality-Toublesome Gap tough. Which means a very robust product that’s going to perform well in the field and it’s going to be the kind of product that you want to give to your grandkids because it’s that lasting and hopefully timeless.
So, right there, you kind of have to ask, well, how many of those products are high-volume. And the answer is very few. So we have mainly products that are low-volume, low-capital requirements – and by low-capital requirements, we haven’t built a lot of tooling; we haven’t spent a lot of money to get the products to market. Now the trade-off with that, of course, is the products cost more to manufacture, so you have a higher quality product, higher cost of goods sold, but at the same time that fits in with the Montie Gear approach where what we want to have is this heirloom quality, made local, products.
So, when I go to create a product for Montie Gear, or work with someone on our team that does, or work with an intern or what have you, we’re definitely in the mode of Let’s-get-something-out-there-fairly-fast, without spending a lot of capital investment; without a lot of investment. So, we want to design it, have it work well, but not rely on the fact that we’re going to injection mold it to get the price down or what have you; die cast it, and have to sell gazillions instead. We’re going to plan to sell handfuls at a time. So, in this case, my natural instinct is to rely on local manufacturers for Montie Gear, and to work with those local manufacturers closely to have a higher quality product sold at lower volumes – higher cost, but at the same time the higher quality and also that emotional appeal of having a product that the down the street made (which I think is having more and more value in our society). At the same time, if we’re going to have a higher-end product, we need to provide a higher level of customer service as well. So what we want to do there is to treat that customer well and make sure that we meet their needs on a timely basis.
So if we take that a little farther and look at it in a broad perspective, there’s several different kinds of companies. One company is a company that’s service excellence. They may not be terribly innovative, but you get the same service every time. A great example of this is McDonald’s. You know what you’re going to get no matter where in the United States you go; and to a certain extent, you’ve got a good idea of what you’ll get no matter where in the world you go. So, their goal is to bring you a reliable product at a reliable price, and get it to you quickly and have no surprises. So, it’s a safe bet. You stop and eat at McDonald’s, you know exactly what you’re going to get. That’s not a terribly innovative company at this point. It may have been innovative early on by driving the concept of fast food and so forth. But at this point, it’s a mature company and they don’t do a lot of innovations. They do little tweaks here and there. And they definitely don’t create a lot of new intellectual property; at least, that goes into their products. Most of the intellectual property goes into logistics, service.
So let’s look at other companies that have to innovate. So, kind of break it down into two different types. One is a product excellence company. So a product excellence company is a company where you know that you’re going to get the finest product you can get. You’re going to get a high quality product; you’re going to get service to go with it. So, the whole experience is excellent. They may or may not be innovative, but at the same time, you’re going to get this high quality, high satisfaction product. A good example is that you may go buy a ring for your wife (or your husband); and that ring hasn’t really changed a whole lot. You got a little filigree here and its silver instead of gold, but for the most part, your expectations is very high level of quality. Not a lot of innovation in that industry, I would argue, for the most part. There’s some artistic work but not a lot of what I describe as true innovation. And then another example is a company that’s very innovative, or it could also be very inventive, where they create new intellectual property. And so, in either situation that organization is relying on either innovating or inventing to drive their products ahead of their competitors. And that’s a very important part of the whole ecosystem as well. And that’s the ones a lot of times we tend to really want to get behind. And everybody just wants to always tell the example of Apple, but they’ve come up with some really great products by often by innovating and inventing. And so they’re an example of a company where they try to stay ahead of the curve. And a good example of that is if they don’t, they’re products don’t always compete as well because of cost. So, they want to have this innovative customer experience, these innovative products; but as those products age, there are a lot of times that “me, too” products are a lot more attractive. A good example of that is the iPhone is now starting to be displaced by other smartphones, where at first they were “me, too” – for example, Samsung, HTC – but now they’re starting to actually have some innovation and some invention in what they do. And so they’re competing very well. And if you look at the iPhone 5 versus the latest HTC or the latest Samsung, there’s starting to be a technology gap, which in this case isn’t in Apple’s favor because they really relied on having this amazing edge in the marketplace. Now, they also have a lot of other things going for them, but in the realm of phones, that edge is absolutely critical to maintain their market share.
This also applies to smaller organizations. I like going to the Apex farmers’ market. And there are several folks there that cook different types of items. So, one example is there’s a lady there that makes pies and she makes muffins and so all the recipes she’s using are pretty old school. There’s not a lot of innovation. So, what she’s bringing to her product is quality; its handmade from scratch; these very desirable elements, but there’s not a lot invention or innovation that goes into that. So, if you look at this in the context of the three categories I described earlier, she’s in the service excellence category, or product excellence. So, she’s using her time buying some materials and turning that into a product. Now, in no way am I denigrating that as a model for business. There are a lot of very successful businesses that do that. Think about how many large cookie companies there are. And so, it’s a very valid way of doing business. I think the important thing is that if you’re in that type of business, it’s often handy to understand what your model is to help you make future decisions and current decisions.
So a lot of the folks that we buy stuff from that make pies and pastries at the farmers’ market, there’s just not a lot of innovation there. So, they want to provide a high quality product; they want to provide a friendly face; and it tastes good. You like the fact that the person you’re talking to made it yesterday or this morning, put their time and love into it. And so that’s a good way to look at that. The other categories you find in different places. So, for example, if you’re an inventor, then generally when someone considers themselves to be an inventor, or we consider them to be an inventor as an organization, they have an interest in creating intellectual property, and then selling the concept. So, they’re truly inventing. So, in this case, they’re viability as a service provider (or as a vendor) to someone is their ability to innovate. So, they fall in that last category because if they come up with a concept that’s already out there and it’s a “me, too”, as an inventory they really haven’t invented anything. When you look at entrepreneurs, the entrepreneur – and I want to define the inventor as someone who invents for the sake of invention-to-license later – an entrepreneur is someone who builds a company and an infrastructure that is designed around selling a product; manufacturing and selling it. It’s an important distinction.
So when the entrepreneur does this, the entrepreneur may be making pies to sell at the flea market; may be making cupcakes; and in the last few years there’s been this huge amount of cupcake industry forming. It’s really amazing how many cupcake companies there are. These companies that make cupcakes make some amazing cupcakes sometimes. So you can go and get a cupcake at the grocery for $2.50; or you can go to a specialty store – you might get a $20.00 cupcake. Yes, a $20.00 cupcake. So, could a cupcake company kind of fall into these categories? Well, yes. A cupcake company could be a matter of picking twelve existing cupcake designs, styles, and then making those. And in that case, their appeal is service. They’re providing a product that’s based upon their labor. So it’s not a real inventive product in that case. But there are also cupcake manufacturers and cupcake stylists that provide cupcakes that are very different. And they’ll actually do research into different ways that they can do this. Or maybe come up with their own. So, there may be a new style of icing or a new style of . . . packaging. You know, what can they do different that sets them apart? Now, the question to ask is – Are you selling cupcakes because you have something that’s truly original? It’s a, I don’t know, vacuum-puffed cupcake that no one else can do. And you’ve got this trade secret on how to make vacuum-puffed cupcakes. Or, are you selling products that are just based on your hard work and love? And usually there’s a mixture of the two. But, so, it’s important to understand how your business thrives based on where you are in these models. Because then, all of a sudden, you can make better decisions about how much time and resources and money you should put into these different activities. So if having inventive cupcakes doesn’t drive sales, then maybe you’re putting too much effort into inventing those crazy, new technology cupcakes. If the fact that you sell these crazy vacuum-puffed cupcakes is what is driving your new sales (or your existing sales) in a big way, if that’s what’s driving your growth, then maybe you need to put more effort into the crazy ones.
And so it goes a little beyond just the matter of the accounting; saying this cupcake sold this many, this cupcake sold this many. I think it also goes into the strategic planning. So I think it’s important to plan your strategy around what type of company you are. And so understanding these distinctions and where you fall, and how where you fall helps your business grow, is very, very important. This type of strategic planning and understanding is important at the Fortune 500 level; its important at the small business level. Because it important for anyone in a small business to make sure that you’re always, always – always – making good use of your resources. And understanding, you know, your place in the process of developing new products; or not developing new products helps you make the best decision to maximize your return on investment. Which is critical because it’s a small business; it’s tough enough to survive even if you’re making good decisions. So, making better decisions may be a different between subsistence and true growth and just kick-butt kind of company. And I think how you go about product development, or don’t, is an important part of that and can help you dramatically.
I hope this podcast is helpful. This is a tough subject to sometimes kind of articulate through and work through and walk through with you. So I hope it was helpful. Understanding your spot in your strategic model and what the strategic value of your . . . or what the value proposition of your company is, is something that can really help.
Let me know if you have any questions. Montie Roland, Montie Design. (M-O-N-T-I-E)@montie(M-O-N-T-I-E) .com. Visit us on the website – (M-O-N-T-I-E)@montie(M-O-N-T-I-E) .com. There’s a handy little chat tool and you can click on it and get immediate help. Either way, it’d be great to hear from you. And have a great day. Montie Roland, out.
Join me and talk about the first steps in considering how Montie Gear could go Lean.
Normally, when you think about Lean Manufacturing it is in the context of a large manufacturer. Can a micro manufacturer go Lean? Six Sigma? Lets talk about it.
Comments welcome at montie@montie.com
Cheers,
Montie
Here is the transcription from the podcast……………………………………………..
Audio file: 2015 May 17 – Lean Thoughts 2 – Lean at Montie Gear – Can it be done.mp3
Time transcribed: 17:58 minutes
[Opening music]
Hi. My name is Montie Roland. I’m with Montie Gear in Apex, North Carolina.
I want to spend a few minutes having a chat and a little bit of dialogue, and talk about the first steps towards implementing lean at Montie Gear.
So, I’ve been on this journey of learning lean. And, what does it mean? You know, what does it really mean? Not just, you know, overarching concept, but how do you make it work? You know, and how does combine work? How does, you know, work site visits work? How do MDI boards work? So, there’s all these things, these tools that lean uses to monitor your process and communicate to everyone.
So, now the trick is how to implement that in a very, very, small, micro-manufacturing environment. I’m going to make the argument that a lot of the tools in lean are going to apply even to a micro-manufacturer. And, at first, you sit there and say, “Well, yeah, if I want to tell John something, I’m going to lean across the table and tell him. I mean, there’s only three of us” – blah-blah-blah. Okay, so, I still think that there’s a place for lean within the organization because it helps you monitor your process. And in a small company, monitoring the process often doesn’t happen, because you assume it’s not worth it; you don’t have the manpower; you’re too busy putting out today’s fire; or just barely getting stuff out the door; keeping things resourced efficient. But, I think there’s more to it than that. So, one of the things that we want to do with lean is we want to optimize for flow first, and optimize for resource efficiency second. So, optimizing for flow means we want to get stuff out the door; optimizing as quickly as possible to the customer. So we want to add that value as quickly as possible. Whereas optimizing for resources means we want to do it as cost-effectively as possible. Well, the problem with putting too much of an emphasis on optimizing for resources is that it’s easy to create silos where people are thinking, Wow, I’m doing a great job. I’m cost efficient. But, then, what they’re doing isn’t necessarily getting the product out the door to the customer as quickly as possible, which interferes with cash flow. Because the quicker it gets to the customer, the quicker the cash flow happens, and the happier the customer, or more satisfied.
So, one of the things that we were already doing (and I didn’t realize how it already really fit into lean until after we started learning all this) is that . . . two things. One is that we were already doing single piece flow. So, in lean, lean’s going to most likely push you to single piece flow. So, single piece flow means that you build your products in a continuous manner down the line. So, in the past, you might have had facilities where someone with, let’s say, building a rifle – they’d make two-hundred-and-fifty barrels. And then everybody would go and they’d make two-hundred-and-fifty triggers. Then they’d go and make two-hundred-and-fifty stocks. So, what happens is that you’re putting all this in inventory while you’re finishing. This is kind of an extreme example. But with single piece flow, once we start the process of making a product, then it goes all the way through the process as quickly as possible. So, instead of having ten people making one part, we’re going to have ten people doing ten steps to make that part. So, now the advantage is that we have less inventory, and once we start making a product it goes through the line fairly quickly. So, if we were making all the pieces in a batch mode, then it takes a while when there’s a customer order for you to fill that order. Now, so, really quickly, there’s two ways that pull works. One is that you build to a certain level of inventory based upon your expected sales over a given period, and you maintain that inventory. So when that inventory is depleted, then there is a call to make more inventory, there’s an authorization to make more inventory, and that authorization results in the manufacturing floor making those parts to bring that level back up to that inventory level. The other way to do that would be you made-to-order, so you got an order for fifty, so now you make fifty. So, what we want to do is get that order through and out the door as quick as we can.
So, when we think about a slingshot and put it in that prism, a slingshot is a combination of batch and single piece flow manufacturing. For example, we’re not at a quantity level, where we make enough parts so that we paint every day. So as a result, we will make, for example, a bunch of slingshot frames, and then those will get cut at a vendor’s location. And they want to cut a minimum. You know, there’s work in setting it up, running it. And so they want to sell us a minimum of slingshots in a batch, otherwise it’s not cost effective to make them. So, there’s a batch of slingshots that’s cut on the waterjet, and then they go to paint as a batch. Now, and currently, we have two different processes that now I need to start rethinking now that I’m learning more about lean. One is that we’ll get the slingshots back; they go to the machine shop. Now, one of the things we haven’t invested in is specialized equipment to just drill the slingshot holes. So, they go to the machine shop in a batch and the holes get drilled in the slingshot frame. They come back to us and then we put the heli-coils in, and then they go out to be wrapped. So, so far, we’re not doing single piece flow; we’re doing small batches. But that’s driven by the fact we have to do it out-of-house, and it’s just not economical to do that as single piece flow – yet (the painting and the cutting). So, then what we do is those slingshots go to two places. Part of them go to the mountains, because we have capabilities there, and we anticipate inventory, we build to inventory, so probably two-thirds of them go to the mountains, get wrapped there. A third of them stay here. And the reason why we keep those here is to accommodate for anywhere that someone has a custom paracord color we want (because we wrap the handles with paracord), and it’s easy to do a color change. Or, we missed on our projections. So now this is a little bit of a challenge because now I end up, when they come back from the mountains after they get wrapped, so maybe two-thirds of my slingshots have already been wrapped in specific. And so those colors, it may be a third woodland camo, a third desert camo, a third black. So, now what I’ve got is I have frames that have paracord on them with heli-coils in them, and they’re ready for final assembly. So, generally, what we do is at this point we switch over and go to single piece flow. So, what I want to do is kind of put a bookmark here in our conversation, so we’re going to come back to this point.
So this is happening; our website, you know, our main customer contact point. And so folks are visiting the website and placing orders. So if you visit the Montie Gear website and you place an order, that order gets recorded on our website. And then, usually three times a week – Monday evening, Wednesday evening and Saturday, I’ll go and I’ll download new orders. So, when I download the orders, so I download it into a piece of middle-ware called T-HUB. T-HUB brings up a visual dashboard that shows me what has been paid for, what hasn’t been paid for, what has been shipped, what hasn’t been shipped, and what has been transferred to QuickBooks. And so I take this and I use T-HUB to print out a sales receipt. So I take those sales receipts and then we have a table. And so each sales receipt sits on that table and becomes the routing sheet for the order. What I didn’t realize in doing all this was I was already taking somewhat of a step towards a combine by how we set this up. So those sheets sit on the table. When Lars comes in, he instantly has a visual indicator of what needs to be built. Now, he can also go back to T-HUB and look it up. A lot of times, though, he doesn’t need to because I have already printed them out so he can take a look at it, and instantly know what he needs to build. So, this is a great way we’re communicating; so everybody knows how many orders we have that are unfulfilled. Now, kind of a next step on that would be to track days until shipment. So this is kind of one of the things that we need to do, is to track how long it’s been since the shipment.
Now another thing we need to do is automate the receipt of orders coming from Amazon. Right now, we don’t (and from eBay); right now we process those manually; so that’s a step. Once we get all that going through T-HUB, then we’ll have that computer visualization of, you know, what’s shipped and what hasn’t and what’s been paid for. And then we’ll also the table with a slip and a space for every order. So, as the order gets fulfilled, it gets passed to the next step. So Lars does single piece flow on the assembly – for example, the slingshot. Some products we build to inventory. Does single piece flow on the slingshot, puts it in a box, sets it for on the next table, where, when I come in then I take that box and ship it. Now, the beauty of it here is that we’re using this dashboard and we’re using the presence of this sheet of paper to show us, you know, so in an instant I know how packages I generally have to ship, because its sitting right there. So it’s very quick. Now, then what happens, I take that . . . after its shipped, I take that sales receipt and it goes into the “shipped sales receipt” or “done” pile. And then that gets filed away. And then, of course, the process of shipping it also means that T-HUB records it as being shipped. So, in this way, that’s a nice streamlined way of doing that. What we need to do to be more lean is to track, for example, number of days until shipment; you know, what was the reason why we didn’t ship on a day. So if Lars comes in, I need to track failures; you know, what we were missing, and then track how long it took to rectify that, who’s responsible. So maybe we don’t have a part or are missing some screws. So if we track that and find out that, Wow, we had seventy-seven times we were out of screws, and that held us up from shipping, then we need to keep more screws on hand; or we need to have a better way of monitoring that. So, at some point, what we need to do is actually to track our inventory so that there’s a card, so we can visualize, you know, what’s our safety inventory, what’s our normal consumption, so that when someone goes into the supermarket – which is where we store our parts that are ready to either for final assembly or to ship – when they go in that supermarket, then there’s an easy way to see what we’re low on. So that’s another aspect of lean that’s very common, is that you monitor that visually.
So, at this point, one of the things I’m starting to go after is to say, Okay, how do we monitor our process in a way that I can maintain (or everybody can help maintain), that’s not painfully expensive to monitor, but also lets everybody know where we are, how we’re doing, and gives us information for continuous improvement. So, that’s kind of the next step is to think that through; you know, is it a board? How do we track these things? And so, I’m open to suggestions. Anybody that wants to come by, make some suggestions on how to track this. You know, between X-Cart and T-HUB and QuickBooks, you know, what can we use to have a continuous monitoring of our process so that we can improve that; use our resources more wisely; and, you know, maximize our through-put flow-wise.
So, I hope this gives you a little insight into where we are now and kind of thinking and the process. It’s definitely a big challenge. A lot of these things, you’ve got to change at a very root level of how you do business and how you spend your day. It’s not just a matter of adding on a piece of software. A lot of times it’s a matter of just physically changing how you conduct your business. And that’s one of the tough things about lean, is that it’s a culture change. It’s not just something you throw over the top that adds a burden. If you do that, if all you do is just bolt it onto the top, you never really get a lot of benefit. You’ll never follow it. With lean, you’ve got to dig in and make a real in-depth change.
So, I hope this was a good talk for everybody. I appreciate you listening. Please don’t hesitate to send me an email. Come by the shop and you can see where we are in our lean transformation. And have a great day. Bye-bye.
Join me as I chronicle my journey into lean manufacturing! This is part 1 of the series. Comments and suggestions are always welcome at montie@montie.com.
Here is the transcript from the podcast……………………………………
Audio file: 2015 May 17 – Lean Thoughts 0.mp3
Time transcribed: 15:50 minutes
[Opening music]
Hello. My name is Montie Roland. And I’m with Montie Gear in Apex, North Carolina. Today, I’d like to spend a few minutes and talk about my journey into Lean, and what I’ve learned in the past few months.
So, let’s back up and let’s talk about, you know, what is lean? Lean is a popular name for the Toyota manufacturing system. Toyota has spent a lot of effort and time and intellectual capital in developing a state-of-the-art way to make cars. The Toyota manufacturing system is the model for the rest of the world. When you hear someone in business talk about that their company is lean, or they’re going lean or what have you, it’s about putting into practice that basically leaner, a version of the Toyota manufacturing system.
Toyota has a really, really, really well-thought-out way of making cars. And this applies to other segments of their business as well, not just manufacturing. It applies to their . . . to their dealerships; it applies to other areas that are ancillary to their manufacturing of their cars. They’ve got to sell them; they’ve got to service them. And so, as I understand it, the principals of lean and the application of lean has been put in place by Toyota throughout their entire system (as far as I know). I know that dealerships put it in place. They definitely put it in place on the manufacturing. And so, it’s important to have an understanding of what “lean” is.
So one of the guidelines behind lean is that you want to optimize your process. Now, a lot of times when you’re talking to someone about lean, first thing they say is, “Well, lean is about reducing waste.” And so, when someone says that and looks at you, you should say, “No! It’s not. It’s a by-product of lean, is reducing waste.” And you get a . . . sometime they’ll maybe tilt their head, look at you, and go, “Well, no. This is . . . in lean, we reduce waste.” So, I want to make the argument that in lean you’ve got two directions that you can do optimization; two main directions – you can always optimize, you know, a lot of different ways. But, there are two main directions that you can optimize for. One is that you can optimize for resources. So that means that you can try to keep everybody busy; you can try to make the best use of space; make the best use of materials; make the best use of personnel; keep your per-unit cost low. And that’s a good thing. However, the challenge with that is that you end up inevitably, by optimizing for resources, you end up developing silos. And by a silo, what I’m talking about is that if you’re, let’s say, the person that assemblies widgets; then, your pay and your bonuses may be directly driven by how many widgets you build. Well, and that’s fine until the point where the person who takes your widgets and ships them can’t keep up. At that point, you may be making widgets, but they don’t have the capacity to ship; or maybe the capacity to sell. So at this point, you’ve got an incentive to continue making widgets because if you’re not making widgets, well, you’re efficiency goes down. And when that efficiency goes down, your incentive goes down. So, now we have a problem because you can imagine that even if it’s not this severe of an example, every group is going to be evaluated based on that group’s performance. Well, when you do that, that’s great; what you’ve got to watch out for, though, is does that group’s performance help the company as a whole. And so they may be amazingly efficient – but – something they’re doing is the part of being so efficient may make someone else inefficient. At that point – mmm, maybe you’re not doing the right thing.
So, this is a natural outcome of building silos and optimizing for resources. So in lean you’ve got to do more than just optimize for resources. What you’ve got to do is you’ve got to optimize for flow. So when you optimize for flow, you have to establish communication between groups. Now, you may have a corporate culture that is absolutely wonderful, where people, you know, talk; they communicate. And everything is wonderful. But a lot of times you have a lot of communication within your group (whatever that group is – manufacturing, shipping) but a lot of times you don’t have communications, let’s say, with accounting. So, if want to optimize for flow, you’ve got to communicate. And that’s the first challenge. And that’s one of the things that lean really tries to address is that communication.
So, let’s talk about optimizing for flow. And what does that mean? Well, when I optimize for flow, I want to optimize for the speed at which I’m adding customer value. What that means is that when I get an order, I want to get that order in this customer’s hands as quickly as possible. Because when I get it in their hands as quickly as possible, then the customer is happier; more delighted or more satisfied. And also, I get paid quicker. So, I don’t have money sitting around in inventory or work-in-progress or what have you. So, lean is all about a customer pull. So, you know, the customer’s making an order – or – we’re filling to maintain an inventory – either one – but we’re going to refill that inventory after its depleted, so you want to refill it as quickly as possible. Or we want to ship as quickly as possible, depending on how the expectations of your customer are and how your industry works.
So what we want to do is we want to get that product made as quick as we can, get it out the door, get it to a customer, and, of course, that being a high-quality product that we made in somewhat an efficient way. So, now you can see what’s at odds is that the most efficient way when it comes to resources may not be the quickest. Now, I want to point out an example. Let’s say that we have four people making slingshots. And let’s say each slingshot takes a month to make (for one person). But let’s say that four people can make a slingshot in five-point-two days. So in this case, if I have four people working on a slingshot at once, there’s some inefficiency because four people have to work together, shared resources, what have you. But, I’ve got the capability to make one slingshot at a time, instead of four at once. And so, the trade-off is that if I look at the folks that make those slingshots and I say “You get paid by how many slingshots you make a month”, then they’re going to say “Well, I’ll make slightly more if we work on them separately”. But then, the trade-off is that it takes a month for one person to make a slingshot. Now, let’s say that I have four people making slingshots and it takes one-point . . . one week and an extra four days, or one month and four extra days to make four slingshots, but I do them sequentially. So, now I’m kicking out a slingshot at just over a week; so a little bit over every week I’m getting a slingshot out the door. Little less efficient – but – now all of a sudden I’m getting it to my customer quicker; I’m getting paid faster. So when you think about, you know, work-in-progress and inventory, that works out well. But it’s not quite as efficient. So if I organize for efficiency, then everybody’s going to want to make one slingshot per person. Or, excuse me, for resource efficiency, everybody’s going to want to make one slingshot per person. If I say I want to get these out as quick as I can, then I’m going to have all four people working on that slingshot, kick that slingshot out; now, I’m shipping a slingshot in a little over a week. So every week, almost, I’m kicking a slingshot out the door. And so this is one of the conflicts that built into lean. So, we want to be efficient and lean has a lot of tools to do that, but lean recognizes right off the bat that you can never be one hundred percent efficient because you also want to optimize for flow. If we’re a hundred percent efficient then the delivery time goes up because of multitasking, because waiting . . . it gets, you know, your deliver time goes up exponentially, not linearly, as you work on multiple things at once. A good example with our slingshots, is that let’s say that it takes a week to ship four slingshots. So now I’ve had four people working on slingshots for a month, and I’ve had . . . or I’ve had one person . . . or excuse, four people working on one slingshot at a time – well, now all of a sudden, if I had limited shipping capacity, then it’s important to not overburden that shipping capacity by forcing them to ship all four slingshots at once. Whereas, if I could spread that out, it may be that I have to have a fourth less people in shipping to ship slingshots, because I’m shipping one at a time, not four at a time.
This is definitely a very arbitrary example, but you kind of get the idea of this . . . dichotomy between optimizing for resources and optimizing for flow. And I think it’s a really important because if you consider lean just purely making your company more efficient then you really aren’t doing lean. You’re not. Lean is about monitoring your process. So, when we go to the next step here is that how do we optimize these things. Well, lean is not as much about the outcome as it is monitoring the process, and improving the process by everybody constantly improving. And so, when you think continuous improvement, you know, well, okay, that means people learn how to make widgets faster. No. Because at some point, a person’s going to sand a corner down only so fast; there’s no . . . that is going to peak, in a way. So instead what we want to do is monitor those processes so we know what’s happening. And so lean is all about monitoring the process, and by monitoring the process and educating the workforce and getting the workforce involved in monitoring, then all of a sudden, as a by-product, everybody’s making better decisions that improve productivity. So, I think that’s a really, really important part of that.
Well let me leave you with this for now. And I know I’ve kind of talked a little bit about lean, but it’s kind of a really neat way to run your business. It’s not a simple thing; it’s an all-encompassing thing. It’s not a couple of charts on the wall. It really is a way to run your business from stem to stern. Lean is not a partial change. It’s a culture change. Without the culture change, then the effectiveness of the lean efforts are dramatically reduced.
Well, Montie Roland, signing out. Have a great day. Bye-bye.
Audio File: 2014 Feb 12 – Cooling Electronic Enclosures.mp3
Audio Length: 14:12 minutes
Hello. My name is Montie Roland. I’m with Montie Design in Morrisville, North Carolina.
And today, I’d like to spend a few minutes talking about how to develop a strategy for cooling your electronics enclosure.
One of the products that we do a lot of design for is the electronics industry, but in a bunch of different facets. Because when you say electronic enclosure, that could be anything from a computer or related; it could personal electronics; it could be lab equipment; it could even be machinery or process. So, there’s electronic enclosures that go in a variety of locations, from factories to vehicles to aircraft to your pocket. And so it’s important to consider how you’re going to keep that device cool.
Over the past twenty years, we’ve grown to expect more and more from our boxes filled with electronics. And part of that’s because of our capacity to do more with those boxes has gone up dramatically. A good example would be, you know, in the nineties, phones were just that. Cell phones were phones. Before that, they were car phones, because they were physically mounted in your car. If you were born after 1980, you’ve probably never seen a car phone. Back then, car phones were expensive; they were expensive per minute; and they were boxes mounted in your car. Think it more as a radio with an operator. And then what happened was is we got bag phones. And bag phones were . . . well, they were about the size of a laptop, but about double the thickness or triple the thickness. So, you opened the bag, you pull the handset out, you dial. Those were big; they were clunky; all analog. And pretty soon we had handsets that didn’t need a bag. And then pretty soon we had smartphones. My wife will be the first one to tell you that I probably pay way too much attention to my smartphone and keep way on track of things. And the guys who’ve gone camping with me; I had a threat that my nice, new iPhone might meet a horrible death on Troublesome Gap if I didn’t put it in the truck and lock the truck.
So, having said that, we rely on these boxes to do a lot of stuff for us. But, as we rely on them to do more and more, we’re packaging more and more electronics in there and we’re getting them hotter and hotter. So, one of the things that’s a common application for Montie Design, as we design products for clients, is to come up with a strategy for cooling that box. Now, we see a variety of cooling needs. There are some enclosures that we just need to do some very basic things and manage the thermal load in a simple way. You know, we tie PCBs to the outer enclosure; use thermal materials. Then we have other enclosures where we have to vent those somehow. And then we have other ones where either it takes a lot of airflow to cool; or, it takes a lot of analysis to make sure that we can cool the box within whatever limitations we have. Maybe it’s a handheld device but there’s a lot of power coming out of it. So we’ve got to get that power out to the atmosphere, or that thermal energy out; keep the box cool but we also don’t want to burn somebody’s hand, or make it uncomfortable to use.
So, we’ve had a lot of cases like that, so we’ve had a good bit of experience in how to meet these thermal requirements and how to keep the electronics cool so they function efficiently – and function. And there’s a couple ways to go after that. One thing you can do is once we have a computer model, we can do what’s called CFD analysis – Computational Fluid Dynamics. And with that, we actually model the heat transfer in conduction; so, from one part to another, or through a part, that, across a joint – either, maybe its bolted; maybe there’s a thermal material like a gap pad or a cell pad; or, from the part to the air via convection; or forced convection where there’s a fan or some other driver that’s causing airflow across that face. So, CFD is great because we can actually tell you down to the chip level how hot or what the temperature is of every component in there. Now, we can also look at what are the effects of airflow; run analysis to figure out how much airflow we need; you know, model the effect of the fan; model the other effects; and give you really, really great results. The downside of CFD is that where . . . of course, we have to have a computer model to start with, but they’re fairly simple for CFD. So you can do that very early on in the design process. The downside is it’s an expensive process to set up. Now, if you’re designing a product that going to be mass-produced or a very high value product, or just a high value product, the cost of the CFD may be very palatable. If you’re designing a product that is lower volume or has extremely tight financial constraints, then that may or may not fit in there. It just depends. We can take a look at that and give you an estimate. And there’s some things that are easier to predict than others. Like, for example, we use CFD very effectively to model LED lights. In that case, you’ve got a small amount of elements; often, you’ve got a heat sink; not a lot of modeling we have to do between the chip and heat sink; usually it’s a short path. Not a lot of components and that helps. And so then we’ve managed to very cost effectively do it for that type of application. So it really depends on your application if it’s cost effective.
Now, the other option is to build your product, and then after you’ve built it, instrument it and see what the results are. For some projects, that’s a good idea. If you have a product where there’s not a lot of thermal energy – you’re not trying to dump a lot of heat into the environment – then, maybe it’s okay just to go ahead and build it. Especially if you have historical data and you’re not making a huge change from the previous product. So, in that case, it may be good to build it and then make some tweaks afterwards to the design to solve the problem. There are cases where you’re not sure. You think you may be okay, but you’re not sure. In that case we can run a CFD, or we can build a mock-up. And there’s cases where you know you have thermal problems. So, in that case, a lot of times we’ll end up doing a CFD and a mock-up. When you think about a mock-up, first thing to remember is that when it comes to thermal management, there are a lot of things that aren’t as critical for the thermal performance as they are for functional or esthetic reasons. And this applies to building a CAD model to do a CFD analysis on or a thermal analysis on, or it applies to your mock-up. So, there’s an appropriate level of detail in your mock-up so that you’re keeping the mock-up simple but you’re getting relevant data on what you’re thermal performance is. You know, how hot everything is getting. And so, generally, the rule of thumb is that you want to have much less detail in your mock-up than you have in your final product. And this is good because if you’re building a mock-up just for thermal testing, you want to keep the cost low, and a lot of times the best way to keep the cost low is to pull out features that you don’t need. So, you’ve dumbed down your prototype. Now, obviously, if you have production parts already then you should go ahead and use those. But if you don’t, a lot of times we’ll build a box, maybe out of Lexan™ or wood (and I’ll get back to the Lexan™ for a second when it’s important). And then you got this clear box. And now we can put fans or we can put chips; we can put heat sources in there, and then turn around and start measuring the performance of this, both from a thermal standpoint and from an airflow standpoint. For a lot of products nowadays, the airflow has become very important because you can’t cool it from natural convection alone. And this is one of the reasons that a lot of these enclosures end up being Lexan™ or some other Plexiglas or some other clear plastic. Because then we can introduce smoke and visually see what the airflow patterns are. This is especially helpful if you’ve done a CFD analysis, and you can compare the predicted airflow from the CFD analysis on the computer to what you’re actually seeing with your eyes based on the mock-up. Then you can correlate that to the computer analysis. And the beauty there is that now if we make a change to our computer model, we can rerun the analysis and see what the impact is without having to build another prototype; especially where you’re making an incremental change. And after we’ve taken and confirmed that our model’s correct, then you’ve got a lot of confidence that your CFD model matches the reality. Then it’s very . . . well, I won’t say very quick, but it’s very possible to start making changes in the computer model, rerun the analysis, and see what the result is.
I know I’m kind of hitting a lot at once here. But these two different tools – one is your physical mock-up; and the other is your computer model using CFD tools – are a great way to determine how your product’s going to perform. The challenge is to right-size your effort based on the need. And sometimes there’s an experience factor. Sometimes there’s a historical data factor that can be brought into effect. There again, if you’ve built similar products, you know what the thermal performance is, hopefully. We can use that data to determine how exhaustive an analysis we need to do. Sometimes we need to do a very exhaustive analysis; and other times, let’s put a fan and a heater in a box and see how warm it gets. And that’s a matter of just right-sizing. That’s something we can definitely help you with or happy to help you with. We offer that as part of our project services to do that analysis.
I hope this has been helpful today, talking about the different ways you can plan for your thermal analysis as part of your design project. If you have any questions, please don’t hesitate to give me a call – Montie Roland. 1-919-481-1845, or 1-800-722-7987. 800-722-7987. Email me – Montie (M-O-N-T-I-E ) @ Montie(M-O-N-T-I-E ) dot com. Or, visit the website – www.montie.com. Your comments, suggestions or questions or project opportunities for us are always welcome. We’d love to help you out with your next project. Or, maybe it’s just a lunchtime discussion on one of these topics. Have a great day. Montie Roland, president of Montie Designs, signing off.
Audio File: 2014 Feb 12 – Giving The Go Ahead To A New Product.mp3
Audio Length: 10:10 minutes
Hello, my name is Montie Roland with Montie Design in Morrisville, North Carolina. We’re a product development firm with core competencies in mechanical engineering and industrial design.
One of the interesting things that happens working with clients from bigger companies or medium-sized companies – or even smaller ones that are, you know, are growing – is that we’ll design a . . . whatever. And so we’ve designed this project, we’ve gotten to know our contact at that client, and one day after a design review that client looks across the table and says, “You know . . . I’ve got some stuff I’ve been working on in my basement”. It’s interesting that it’s very likely for a client that’s in charge of – or enabling; in charge of, also – product development for his company often will have something that they do on the side. And it’s interesting; so they may enjoy their job and they work very hard at it; at the same time, when they talk about the thing they’re making in their garage, there’s usually this big smile. And so, then what happens is they look at us and say, “That’s why I respect what you did so much with Montie Gear; because I know how tough it is”. And Montie Gear’s our product line that we created four years ago of our own products. We manufacture them; we sell them; we distribute them; we maintain the website . . . well, Daniel helps us. But, so it’s our own products, though. And it’s become kind of this company fascination. But, we’ll have clients that have this emotional connection to our Montie Gear products. Maybe it has nothing to do with the products; it’s just the fact that they really like coming up with new stuff. And so they see us doing it and having a good time and it’s a common situation that we’re both having a good time doing new products.
And so, there’s a couple of thoughts I want to throw at you. And we’ll talk about it from the perspective of an entrepreneur, but this also can apply from the perspective of a big company. Because, if you look at a big company as an organism, some of the same thought processes, many of the same thought processes, apply. They’re modified in some ways but, at the basic level they’re pretty similar.
So, one of the first thought processes is to go after the whole enchilada. It’s go big or go home. Well, the good side about that is that if you go big and you win big, then you profit big. And so, that’s a good thing. So if you go for a product where you’ve stretched what you can do or what your company can do, and it’s a product that can change the market or can take over a market or can grab market share, then Woo Hoo! That can be a big winner because the upside to that is that you can have some big profits. The downside is that you’ve invested a lot in it and you’ve also not invested in other products. Now, form an entrepreneur standpoint, we’ve had one single owner, single employee companies where the owner of the company said, “I’m going to do this. I’m going to go big. I’m going to injection mold this. I’m going to sell these all over the country” and, you know, “Either help me or get out of my way”. And so, the one I’m thinking about at this moment had the funds to back it up. He had the money in the bank to do what he needed to do, and so, he wrote checks. We helped him out. He did other stuff and now he’s got a product that’s starting to take off like crazy. So the upside is going to be huge for him, I think. Good product. Great salesman. Good attitude. Thinking about the business. And thinking about, you know, how he’s going to make all this happen on a big scale and, hey, let’s . . . we helped him push.
And so, we have other clients – and like I said, this can apply to an entrepreneur or to a company – where they’re not in a position yet, for whatever reason, to go for the big score. And so for them the medium-sized score or the smaller score is a much better option. Maybe because of cash flow; maybe because of other resources. Maybe because of time resources. Maybe they’re very business doing something else. So if they go after this major product, then it may take years to get there because they got so much on their plate. Well, the other possibility is to go after a bunch of smaller products, or smaller, I should say, lower effort products. And, then that gets them into that new market. That gets them experience in that market. And one nice thing about that is if you’re tightly resource-constrained, then that experience can help you make wise use of that money by having a less feature-rich product; a simpler product. Maybe instead of having this medium-scope project, you say, “I’m going to do something that we can do in the next eight weeks.” Get that out there; start selling it; see what happens; get some experience. And that’s a call you’ve got to make. You know, we have clients that are going to go for the big score; and that’s what they need to be doing. They’ve got their resources; they’ve got the people; they’ve got the time; they’ve got the talent; and they’ve got the motivation. And we just help them do that. And we have other clients that are much, much better off coming at it from much more of a cottage industry approach. And so, in this case, they’re going to put less capital out and they’re going to sell less. And you know the upside – and maybe two orders of magnitude smaller – but at the same time, they’re not risking other things to do it.
And so that’s kind of where you have to decide is that, you know, what are you going to do? You just got to man up and go. And, I think the trick there is there’s some things to consider. And this is kind of the podcast from a little while back. Where, you know, do you have the funds to do it? Do you have the time? Do you have the energy? Do you have the motivation? Do you have the people? And do you have the people that are in the right spot? And so, there again, this is why all products live or die by the management team. Because that’s where you can make good decisions or bad decisions that, you know . . . if you’re not careful, you’ll make a decision that means you have a product that requires so much effort, it takes you so long to get there, that then there’s a risk you’ll never get there. I would say that with product development, generally, the longer it spreads out, the less likely it is you’ll ever get there. Now, there are exceptions to that, but for the most part that’s true.
So, I hope that you can take something away from this. And, look at it from the standpoint of right-sizing that product for your capabilities, your resources. And there’s nothing to say that if you do a simple product, you can’t come back with a complex product. So, just kind of decide. Think it through.
We’re happy to help you all the way through. Big. Small. Little. Massive. Disruptive. Incremental. We’re the engine that helps you push. And we get in, we help you push and we help you take it from that concept to the shipping dock. And we fill in the holes that you need along the way to get you there. Sometimes they’re small gaps; sometimes they’re big gaps. But, our job is to get in there and push.
I hope this helps out. If you have any questions, please don’t hesitate to give me a call, shoot me an email, visit our website. It’s 1-800-722-7987 – or – 919-481-1845. montie (M-O-N-T-I-E)@montie(M-O-N-T-I-E) .com is my email. Or just visit our website – www. montie.com. Thanks. Hope you have a great day. Bye-bye.
[Transcript]
Audio File: 2014 Feb 25 – Design Process Steps Funnel.mp3
Audio Length: 12:01 minutes
Good Morning. My name is Montie Roland with Montie Design in Morrisville, North Carolina. I’m also with Montie Gear in Morrisville, North Carolina, as well.
Montie Design is a full-service product development firm. We provide everything from taking your concept all the way to a fully designed, fully engineered, ready-to-manufacture product, and helping you get that on the shipping dock. We can provide a value from the engineering side, from the industrial design side, to the project management aspect, and also from product validation, all the way to introducing you to contract manufacturers, and as-needed service liaison between your organization and the contract manufacture to make sure that it’s a win-win for everybody.
The design process has several steps. Those steps are intended to create a funnel. That funnel helps you to minimize the cost of the design process by starting out with a lot of ideas and a lot of concepts and boiling them down to the concept that is going to be the winner in the marketplace.
So, the next question becomes, well, how do you do that? So, if you use the funnel metaphor, with the funnel you’ve got a wide top. Let’s say you’re putting oil in your car. So you’ve got oil coming out of a jug, which is similar to the thought of ideas coming out of your staff, your constituents, your customers, and your stakeholders. And so, you pour that oil into that funnel, and the idea behind the funnel is you’ve got a big target. So all the oil you pour in starts running down the funnel. Well, the same thing; what we want to do is capture those great ideas, capture those concepts – written, verbal, unstated – capture those rules, because you know the design of your product has a lot of rules. And that’s because you’re in a market space where you have experience. So, as you put that experience to use, those rules have value because you don’t want to repeat any missteps in the past and you want to build on successes in the past.
So, what we do is the first step is to do research. There again, the research is akin to putting a second jug of oil in there. So we want to do research, understand what the market’s about. And then also make sure that we’re completely oriented to your market, and hopefully do a lot of the nuances of your market – some of that we have to rely on you; others, we can look at trends and research. So, that design research is the first step. And then the second step is to start pulling out concepts, thoughts, what we call “space shuttle ideas”, and do some ideation. And the initial ideation gets kind of everybody thinking, but I don’t want to pin any super solid concepts down yet; just get everybody thinking. And then what we want to do is do some brainstorming. So, now we’ve done some research, made a few sketches, enough to throw some stuff up on the wall and chew on it. And then we use brainstorming. And brainstorming is where there’s no such thing as a bad idea. Most people use a brainstorming session as a planning session; and it’s not. It’s a good way to ruin your brainstorming. Because some of the crazy ideas don’t work exactly as stated, but may lead to some really solid innovations. So, we brainstorm. Take that brainstorming results and then start doing ideation. Now, one of the steps that I just blew right by here as I was talking is we also want to create a style board. And we do want to do that in the beginning. That’s so that we can understand what you’re thinking. And a style board is to get your thoughts. With a style board, you bring us images, pictures, magazine clippings, polaroids; what have you. And show us things that you like. And, also, concepts that may be difficult for everybody to convey that doesn’t do this for a living, or just may be difficult to convey or it’s just a lot quicker with a photograph. For example, you may see a device on a piece of machinery. Take a picture, bring it to us, and say, I like how this device works; this could work great in our application. Or, I like the color; I like the shape; it could be the rear end of the Audi TT. Wow, these proportions are nice. So, we take that style board and we use that in our ideation. And we’ll also probably create one of our own. So, the brainstorming and the style board are very valuable tools.
Now, for some products, we need to do a personalities and personas session, where, kind of like a style board, we want to dig out a vision. So, with personalities and personas, we’ll design a product for an individual customer, and then we’ll go on to do this for a suite of customers that are very different – demographically, what they’re looking for, what they earn, who they are. You know, in some cases with some products we’ll throw in race and religion because there may be a cultural influence that we want to capture in our product development. And, yes, it’s important that you don’t design products for vanilla people, because vanilla people just don’t exist. So, what we have to do is look at the culture where our product’s going to be sold. If it’s a worldwide product, then we have to look at multiple cultures. What we don’t want to do is to create a product that won’t sell well in a given country because we’ve violated some cultural norm, and that’s really important.
So, then, we’re making sketches. We take those sketches and we review them. And it’s important to spend a lot of time looking and thinking about those initial sketches, because this is the inexpensive part of the project, relatively. Sketches are quick. So then we take those; we narrow a whole wall full of sketches down to a few concepts; work on those concepts. And the whole time we’ve been creating this design buffet. So what we want to do is create all of these concepts and all of these pieces, and then we can pick and choose from those pieces and some of those may integrate well together in the final product. So, there again, we’re starting out with a lot of ideas and then we’re narrowing it down as we go. So now we’ve got sketches of a bunch of ideas; we’ve narrowed that down to, say, one, two or three; and then we take those and refine those. And then we do a review again. Then narrow that down. So, the whole time, everybody’s getting a chance to provide input. If possible, we want to create a massing model. A massing model is a simple prototype that just reflects size and shape – simple, inexpensive, quick, you know, blue foam type prototype. Not something you show to the CEO unless he’s really hands-on. But something you can pass around between the product manager and the engineers and just in a, kind of, a closed circle of review.
And then we take that and narrow it down to one concept. Take that one concept and refine that concept. Get it signed-off. So, everybody needs to sign off, all the stakeholders, that this is the concept we want to move forward with. We take that concept and we go to the engineering stage. In the engineering stage we work out the nuts, the bolts, where everything goes. It’s important during the engineering stage to maintain the vision so that the engineers don’t lose track of what’s the aesthetic vision, what are the values, the, you know, it’s not just a collection of specs and bolts and nuts; it’s a product for a living, breathing people.
Somewhere in that stage we want to build a prototype. We want to build prototypes as soon as possible and as often as possible. So, once we have an industrial design concept and we’re starting to commit this to a solid model, a lot of times its good to build a cruder prototype, but one that’s actual size that may have some of the functionality as we’re going through the engineering process. At the end of the engineering process we want to build a functional prototype; maybe even an alpha unit. We’ve made drawings; we’ve gone out for quotes, created a bill of materials. As early in the process we want to start our bill of materials so that we’re starting to get an idea of what this is going to cost in production. From there, we transition to manufacturing. Make those introductions – Who’s going to make your product? Are you going to assemble it yourself? Is it going to come in a box, ready to go, from a contract manufacturer? We got to think about packaging. We may need to design you some packaging. Got to think about – Is it shipped over the Internet? Or is this a point-of-sale type product, where we need to have point-of-sale packaging?
And so we work through these issues and these challenges and opportunities, and create for you this product. And those are, in a nutshell, the basic steps. If you’re a Fortune 100 company, or an entrepreneur that’s selling your second product, you’re going to follow the same steps – maybe not as formally, but in general – you’re going to follow those same steps. As you can imagine, a change on a sketch early on is inexpensive; a change after you’ve fully engineered the product gets more expensive; and a change after you’ve started producing it is painful. So, what we want to do is pull out that vision; we want to get the stakeholders to weigh in, make sure that important parts of the product and those aspects are fully realized; and we don’t trip over something. Like, for example, an unknown requirement. So, by going through these steps, we minimize the risk of that unknown requirement popping up. And that’s one of the reasons you want to prototype early because usually when you lay something on the table, some of those unstated, understated or just not known products requirements start coming out.
So I hope this has been helpful. If you have any questions, don’t hesitate to give me a call – 1-800-722-7987. It’s Montie Roland. Or, montie (M-O-N-T-I-E)@montie(M-O-N-T-I-E).com. Or www.montie (M-O-N-T-I-E) .com is our website.
I hope you have a great day. I hope this is beneficial. Montie Roland, signing off.